










Engine Power Featured Projects



Engine Power Builds
























Want more content like this?
Join the PowerNation Email NewsletterParts Used In This Episode







CWT Industries
Multi-Bal 5500
Sunnen Products Company
Sunnen SV-15 Honing Machine
Episode Transcript
[ Pat ] You're
watching Powernation!
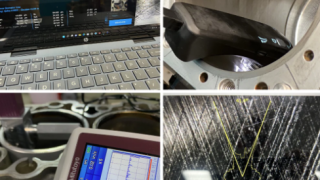
[ Frankie ] Today on Engine Power we check out a brand new aftermarket and affordable small block Chevy block and use it as the foundation for sweet street build. [ Pat ] We're building the iconic 427 cubic inch displacement in a small block platform, and today we kick of the build with all kinds of tech. [ Music ] Hey everyone, welcome to Engine Power. When we talk about engines there's always these numbers that invoke horsepower in our brains. Probably our favorite is 427. 427 cubic inches is a legendary cubic inch number that has had great success in a couple of different manufacturers both on the street and at the racetrack, but typically those are big blocks. They weigh a lot and take up a lot of space, but with modern times it is easy as ever to pack that many cubic inches into the size of a small block cylinder case. So today on a very special episode we are gonna build up a four and an eighth bore four inch stroked engine that runs on pump gas that makes great power on that old school 427 inch number. [ Frankie ] This is going to be a ground up build with completely new parts and the foundation of that is gonna be Summit Racing's new SPC Street Performance Competition small block Chevy block. Now this is a serious aftermarket piece and we have Brian Nutter from the product development team at Summit Racing to tell us all about it. So Brian go over some of the features of this block and why it's a little bit better than using a stock block in an application like this. [ Brian ] I mean we all know the factory block is very hard to find. Heck, they were hard to find 20 years ago. Good luck finding a 400 or something big bore that is remotely straight. We are Summit Racing. We've been in business since '68. We invest heavily in our customer base to make sure that they've got stuff to hot rod and race for the foreseeable future. We think in terms of decades, and we've got five different small blocks right now. One of the ones you're playing with. We've got four inch bores. We've got one piece rear main seals, two piece rear main seals. So we may or may not have some big blocks on the way and Windsor stuff on the way. [ Frankie ] This is a finished machined block except for the bores correct? [ Brian ] Right, we're big made in America people. This block cast in Germany, finished over here in the USA. In fact my home state of Nebraska, and it is phenomenal in terms of the specs and tolerances. They're super tight. The only thing we didn't do with these blocks is finish the bores and the only reason for that is you're gonna pick a piston and it may be a couple tenths big, couple small. We don't know quite for sure but you also have different applications whether it be street, marine, land speed, drag, circle track, all different things. So you really do and should set up at your local machine shop for that. Other than that you're really set to go with these blocks. [ Pat ] This block is hyper accurate cause we've already been doing some preliminary measurements on it. Once that's done this thing is ready to assemble and you are good to go. [ Brian ] It is the most accurate block on the market. It's actually made of class 35 cast iron. So we've thrown the kitchen sink at it. Everything from the oiling, the water jacketing, all of that's improved. We know you're gonna have a fun time building this. [ Frankie ] We're really excited not only for this build but to use these in the future. I think it's gonna be a great option for not just now but five, ten years from now for people trying to build engines. So we've got a ton of work to do on this. I think we're gonna get started and get it on the dyno as soon as we can. We'll send you some pictures. [ Brian ] I'm so excited for your project. [ Pat ] We have moved over to our Sunnen SV-15 cylinder hone to show you basically the only operation we have to do on this block, setting the final bore size to accommodate our piston. Our mains are torqued up. We have an ICT billet torque plate on with the correct gasket. Not only are we gonna show you how to size it properly but we're gonna show you how to set the correct cylinder finish for our application using a couple different grit stones. Then we're gonna measure it very precisely with our profilometer setup and our Trace Boss software that we partnered up with Total Seal piston rings. To achieve the correct surface finish for our application we use a process called plateau honing, which uses a rough and fine grit abrasives in stages. First the rough abrasive, which in our case is a 150 grit diamond, is used to set bore geometry and remove material to get it very close to our final size. This also leaves a finish resembling a mountain range with deep valleys, which our RVK value represents and tall sharp peaks, which gives us our RPK value. Then we switch to a finer abrasive for this application a 600 grit diamond and run the hone for only a few strokes at a much lower load. This effectively knocks off the peaks of the mountain and provides a smooth plateau for a great, lower friction load bearing area for our ring, which represents our RK value while still retaining the deep valleys that hold oil to lubricate and seal the ring. This provides a modern finish that will break in immediately and seal the cylinder excellently and have a long life. [ Frankie ] Our Sunnen SV-15 cylinder hone makes it extremely easy to achieve this plateau finish and with only five thousandths left to hone to get to our final bore size it won't take very long either. You've seen us dress the hone abrasives with a dressing stone, and this simply removes any block material from the stones to make sure we are creating a consistent surface finish between each cylinder. Once we switch to our fine abrasive and set our final plateau hone finish we will thoroughly clean each bore like we would for assembly and take a measurement with our profilometer. Up next, we make room for our big stroke and lay down a custom color that sets the tone for this build.
[ Frankie ] We've gone ahead and got our 427 block out of the hone. Ran it through the parts washer really quick just to get some of that honing oil off of it, and we've moved to the assembly area to put into mockup mode because with our four inch stroke crankshaft we know we're gonna have some interference between the rod bolts and the oil pan rail. So what we've done is put the crank and number one and two rod and piston assemblies in just for mockup. If we turn the engine over you can see clearly that the rod bolt runs right into the oil pan rail and we've gone ahead and center punched where the center of the rod bolt is. We've done this on both sides for the number one and two rods. We're gonna show you how to do this like you would at home. We could put it in the mill and get it done really quickly but if you're at home you could do this with a carbide bit and a die grinder. But instead of putting all eight rod and piston assemblies in what you can do is take a set of dial calipers that are set to our bore spacing, four inch four hundred thousandths, and we'll take them and line them up on our first mark and then we can use them to scribe where the next rod bolt is gonna be on the block. We'll do this down both sides of the block for all eight. Then we'll go back and center punch our scribe marks and that will give us a clear indicator of where the rod bolt is gonna interfere. What we'll do is pull the crank out, pull the rods and pistons out, go through and clearance each location, and then we'll put it back in and make sure it works. We'll use the biggest carbide bit we have to remove a substantial amount of material that will give us a minimum of 60 thousandths of an inch of clearance. We not only have to clearance the oil pan rail but the bottoms of the cylinder as well, and we can use our reference marks to help center the notch. It will take a while to do it by hand but if you take your time you can get a great result. Several hours later we have notched every single cylinder on our block and we've also gone ahead and final cleaned it just to get all the metal shavings out of there. We have mocked up our crankshaft and rods and pistons again. Looking at the number one we have plenty of clearance but our layout method across the block actually worked really good as well. So if we look at the number eight cylinder we can see we have plenty of clearance between the block and that rod bolt. So we are good to go. The next thing we're gonna do is get this out of here. We'll get the block painted before we start any assembly. [ Music ] We're taping off our 427 here to get it ready for paint. We thought this would be a great opportunity in today's Summit Tech Tip to talk about some technical taping tips because we always get questions about how our engines look so good. It really comes down to attention to detail. So when we are taping it off the first thing we're gonna do is take some lacquer thinner on a rag and wipe down anywhere the tape is gonna stick cause we want to make sure there's no oil or anything like that on there because the tape is not gonna stick and then it'll be blowing off when you're trying to paint it. So I'll go ahead and get it nice and clean, and then when we're laying our tape line you probably think we're gonna run it out to the edge of the machined surface but we're actually gonna go inside of that and we usually like to go inside the gasket, whether it's the intake gasket, head gasket, whatever because we want it to have full coverage once the cylinder head is bolted on with the gasket cause any bare or exposed metal once you assemble the engine is just gonna rust. So we actually want the paint to go a little bit inside that. That way it's nicely covered. This will also make it easier for the paint to stick to the edge out here because you try and butt it right up there it's probably gonna chip off pretty easily. We basically do this for the entire engine and that way we have nice, crisp lines. It's very neat, very organized, and that way you have a good paint job the next time you're trying to paint your engine. We've got our engine into the prep booth and it is ready to go. We're gonna be painting it with POR-15 engine enamel because we wanted a paint that was gonna be really durable under the hood of a car and have a nice glossy finish. That's where POR-15 checks the boxes on our engine enamel. We have used this stuff a ton as you can tell by the cans, and it works awesome. It is extremely durable to things like gas, oil, brake clean, and even lacquer thinner. We've spilt all that stuff on there and it holds up great. Now we've gone ahead and prepped the engine with their cleaner/degreaser and their metal prep just to make sure we have a good surface to start with, and we're gonna be coating it with their rust preventative. As for color we're gonna be making up a custom color because we like interesting engine colors around here. We're gonna be mixing a set of Ford blues and a white to try to get a lighter blue, maybe even a baby blue. Once we get to that stage we'll see what we come up with but first we've got to get our base coat down. So let's get to work. [ Pat ] POR-15's Rust Preventative adheres to the bare metal surface, and that means we can have an even base color. So our engine enamel looks consistent throughout the engine. All of our POR-15's engine enamels are mixable. So a fair bit of white with a small amount of Ford Corporate Blue gives us a baby blue color that is unique to this engine. With it reduced down and in a spray gun a few medium coats gives us an even coloring of blue and a glossy finish that will last the life of the engine. Next we turn our attention to the rotating assembly and drill you on the importance of balancing.
[ Frankie ] Now that we have our engine painted we're gonna go ahead and let that cure. We moved everything over to our balancer so we can balance our crankshaft. This is gonna be one of the last things we need to do before we can move on to assembly. The crank we're gonna be using is a 350 main four inch stroke scat unit from Summit Racing Equipment. Connected to that is a set of Summit six inch long H-beam rods. Those are gonna be hooked to a set of Summit Racing forged Pro pistons with a 4.125 bore for a small block Chevy. These also have a slight dish to them, which is gonna be great for a pump gas friendly compression ratio. They come with a set of heavy duty wrist pins and the support rails. So we'll have to factor those into our bob weight. We have the correct set of rod bearings, we have the retaining clips for the wrist pins, and we have our set of Summit Racing gas ported piston rings. So we can co ahead and get our bob weight set. We'll get the crank in and get it set up and get our first spin and see how we turn out. [ Pat ] Each of the components gets weighed individually and then bob weights that simulate the rotating and reciprocating weight are mounted with CWT's specific bob weight spacers to each journal pair before we do our first spin. [ Frankie ] Spin her up! [ Music ] That's quite a lot of imbalance, which not a big deal. We have a really light piston. Didn't expect it to be that much but that's not too bad. Looks like they're both on the counterweights, which is good. 224 grams on the rear and 128 on the front. So what we're gonna do is use the CWT software. It will calculate how much we need to turn off the counterweight in our lathe. So we'll get that done, figure out how much we need to take off, and then we'll get this thing out of here in the lathe and start cutting. Using our MSC lathe we can turn approximately 200 thousandths off the front and rear counterweights, which allows us to remove a large amount of material without excessively drilling holes and weakening the crank. With our crank back in the balancer and our imbalance much less we can use a one inch diameter step drill bit from CWT's Randy Neal to fine tune the imbalance before we do our final spin. Spin her up! That looks good. Both of our planes are within our balance tolerance and they are 158 degrees apart from each other. That's pretty close to 180 that we target. So we're gonna go ahead and save that as our last spin so we have an updated version, but we wanted to talk about what that balance tolerance actually means and what the number means. So that is gonna be the subject of today's Summit Racing Tech Tip. [ Music ] When we balance a rotating assembly what we're trying to do is have equal mass on all parts of the crankshaft, usually between the counterweights and the rod and piston assemblies so one doesn't have more mass than the other and causes a force that tries to pull the crankshaft in one direction or each other. The way we measure this is usually in ounce inches. So this is a measurement of force. So how many ounces at a one inch radius, but it's kinda like torque. So as you move that radius farther and farther away from the center line the amount of force goes up for the same amount of mass. The reason this is important is because it causes forces on the crankshaft when we want to minimize them. So our machine here will actually calculate the amount of force. So before we even started touching this crankshaft if you had tried to put it together and run it it would have 1,770 pounds of force at 6,000 r-p-m that we now at 6,000 only have eight pounds of force, which is totally reasonable for a street engine. That really shows why this is so important to get your stuff balanced. And Summit actually sells balanced or unbalanced rotating assemblies and you can talk to the experts over there to figure out which one is right for you. As far as our assembly we're really happy with the results. So we're gonna get this off, get our machine cleaned up, get our crank polished, get it cleaned up, and then it will be ready to go into our engine. We don't do a lot of imports here in Engine Power but that does not mean we don't get exited when some really cool advancements are made for these small displacement engines, and one of the biggest in the last year has been Dart's new cast iron aftermarket 2-JZ engine block. They have done a ton of work to make this a much better option than the factory blocks, and if you are looking to make big power with these engines they are rated for up to 2,000 horsepower, and they have a ton of cool features to make that possible. Starting from the top down they have improved deck thickness for improved sealing with head gaskets. They have the 11mm head studs as an option or you can get bigger half inch head studs like this one has. They have a max bore of 88mm with a cylinder wall thickness of 290 thousandths at that max bore. They have made all the core plugs and oil gallery plugs screw in so you have easy serviceability for the block. Underneath we are dealing with four bolt billet main caps on one through six and the number seven main just has two that way you can use a stock rear main seal but these have 12mm inside fasteners and 10mm studs on the outside. They have added a ton of material to the main webbing as well, again for that improved rigidity under high horsepower applications to make sure this thing is going to live. They also have priority main oiling, they have improved cylinder cooling around the Siamese bores, and a ton of other features, but if you are looking to build a high horsepower 2-JZ this block needs to be the one that you look at. [ Pat ] Coming up, step by step engine prep on our baby blue short block that's far from stock.
[ Pat ] With the paint on our block fully cured the next step in the build process is gapping our Summit Racing gas ported ring set. Using our Summit Pro ring filer we'll set the second ring gap at 28 thousandths and the top ring gap at 25 thousandths just in case we ever decide to put a power adder on this combination. With all the parts final cleaned we can also start setting up our main bearing vertical oil clearance by torqueing a new set of Clevite extra clearance bearings into the mains. After using a micrometer to zero our dial bore gauge to the main journal size for each main we can directly measure the oil clearances individually, and they are all between 20 and 24 ten thousandths. One of ARP's specialties are rod bolt manufacturing and they make them out of a variety of different material depending on the application. Our rods have an upgraded bolt made out of ARP 2,000 material. That is a high strength alloy that has a lot of the same characteristics as 87-40 chro-moly but is able to be heat treated a bit differently so it raises its tensile strength to 220,000 p-s-i. For what we're doing on our pump gas street hydraulic roller our ARP 2,000s are going to be perfect. Now not only does ARP manufacture the fasteners they also manufacture a great way to measure the rod bolt stretch. Rod bolt stretch is the best way to optimize your clamp load and durability of your fastener. So they manufacture their own high quality rod bolt stretch gauges both in an analog style regular dial gauge but also a digital gauge which has an output if you want to output that to a computer if you have that capability. So all we have left to do is get our bearings put in our rods, lube up our rod bolts with some ARP Ultra Torque Lube, get them torqued up, and start measuring. [ Frankie ] After loading the Clevite rod bearings into the Summit H-beam connecting rods we can torque the ARP bolts to 70 pound feet to achieve the proper stretch. Then similar to the mains we will set our micrometer to the size of each journal and use that measurement to zero a dial bore gauge. Then we can take a direct reading of our rod bearing vertical oil clearance, and with them all set between 22 and 24 ten thousandths of an inch they are ready for assembly. Our forged pistons are from Summit and they have a pump gas and even boost friendly 18cc effective dish and a 1.2, 1.2, 3-millimeter modern ring pack. With a compression height of one inch they pair perfectly with the Summit H-beam rods that have a six inch center to center length and bushed ends. Plenty of Hot Shot's Secret assembly lube is used when putting them together and wire locks retain the heavy duty 150 gram wrist pins. [ Pat ] Our freshly cleaned rings can then go on. Plenty of Total Seal Assembly Lube is worked into the ring grooves and used to coat the skirts for proper lubrication on initial startup. Now that everything is prepped a coating of Hot Shot's Secret lube on the bearings and a small amount of r-t-v on the edges of our rear main seal setup a perfect home for our crankshaft to be laid into. From inside out the main bolts are torqued to a final value of 75 pound feet on the seven-sixteenths inch inner fasteners and 35 pound feet on the three-eighths outer fasteners. With it installed for real our crank thrust end play comes in perfectly at three thousandths. [ Frankie ] The next piece is our retro fit hydraulic roller cam which is a Summit Racing Pro SBC billet grind that has an LS firing order. Its durations at 50 thousandths lift are 248 on the intake and 256 on the exhaust with the lobe set on a 110 degree lobe separation angle. Lobe lift is 367 thousandths on both lobes but with our 1.7 ratio rockers that comes out to 624 thousandths net left at the valve. The rest of the Summit billet steel double roller timing set can go on with ARP cam bolts. Every cam here at Engine Power is degreed and to make it easy we'll only install the number one piston and rod assembly, which allows us to find true t-d-c on our degree wheel. On this street rod application we set the intake center line one half degree advanced. [ Pat ] 109.5! The remaining seven pistons and rods can be installed with this ARP 4.125 bore tapered ring compressor and a Summit Racing piston installation dead blow. The rod caps are temporarily tightened down while we rotate the engine and get all the assemblies in the block. Then we can turn the engine upside down, loosen the rod bolts, and torque them to 70 pound feet to achieve the proper stretch we measured earlier. Now we are only halfway there. We have a lot to do and we ran out of time for today. The next time you see this engine it's gonna be on the dyno making some pump gas horsepower. And if you've like anything you've seen today go to Powernation TV.
Show Full Transcript
[ Frankie ] Today on Engine Power we check out a brand new aftermarket and affordable small block Chevy block and use it as the foundation for sweet street build. [ Pat ] We're building the iconic 427 cubic inch displacement in a small block platform, and today we kick of the build with all kinds of tech. [ Music ] Hey everyone, welcome to Engine Power. When we talk about engines there's always these numbers that invoke horsepower in our brains. Probably our favorite is 427. 427 cubic inches is a legendary cubic inch number that has had great success in a couple of different manufacturers both on the street and at the racetrack, but typically those are big blocks. They weigh a lot and take up a lot of space, but with modern times it is easy as ever to pack that many cubic inches into the size of a small block cylinder case. So today on a very special episode we are gonna build up a four and an eighth bore four inch stroked engine that runs on pump gas that makes great power on that old school 427 inch number. [ Frankie ] This is going to be a ground up build with completely new parts and the foundation of that is gonna be Summit Racing's new SPC Street Performance Competition small block Chevy block. Now this is a serious aftermarket piece and we have Brian Nutter from the product development team at Summit Racing to tell us all about it. So Brian go over some of the features of this block and why it's a little bit better than using a stock block in an application like this. [ Brian ] I mean we all know the factory block is very hard to find. Heck, they were hard to find 20 years ago. Good luck finding a 400 or something big bore that is remotely straight. We are Summit Racing. We've been in business since '68. We invest heavily in our customer base to make sure that they've got stuff to hot rod and race for the foreseeable future. We think in terms of decades, and we've got five different small blocks right now. One of the ones you're playing with. We've got four inch bores. We've got one piece rear main seals, two piece rear main seals. So we may or may not have some big blocks on the way and Windsor stuff on the way. [ Frankie ] This is a finished machined block except for the bores correct? [ Brian ] Right, we're big made in America people. This block cast in Germany, finished over here in the USA. In fact my home state of Nebraska, and it is phenomenal in terms of the specs and tolerances. They're super tight. The only thing we didn't do with these blocks is finish the bores and the only reason for that is you're gonna pick a piston and it may be a couple tenths big, couple small. We don't know quite for sure but you also have different applications whether it be street, marine, land speed, drag, circle track, all different things. So you really do and should set up at your local machine shop for that. Other than that you're really set to go with these blocks. [ Pat ] This block is hyper accurate cause we've already been doing some preliminary measurements on it. Once that's done this thing is ready to assemble and you are good to go. [ Brian ] It is the most accurate block on the market. It's actually made of class 35 cast iron. So we've thrown the kitchen sink at it. Everything from the oiling, the water jacketing, all of that's improved. We know you're gonna have a fun time building this. [ Frankie ] We're really excited not only for this build but to use these in the future. I think it's gonna be a great option for not just now but five, ten years from now for people trying to build engines. So we've got a ton of work to do on this. I think we're gonna get started and get it on the dyno as soon as we can. We'll send you some pictures. [ Brian ] I'm so excited for your project. [ Pat ] We have moved over to our Sunnen SV-15 cylinder hone to show you basically the only operation we have to do on this block, setting the final bore size to accommodate our piston. Our mains are torqued up. We have an ICT billet torque plate on with the correct gasket. Not only are we gonna show you how to size it properly but we're gonna show you how to set the correct cylinder finish for our application using a couple different grit stones. Then we're gonna measure it very precisely with our profilometer setup and our Trace Boss software that we partnered up with Total Seal piston rings. To achieve the correct surface finish for our application we use a process called plateau honing, which uses a rough and fine grit abrasives in stages. First the rough abrasive, which in our case is a 150 grit diamond, is used to set bore geometry and remove material to get it very close to our final size. This also leaves a finish resembling a mountain range with deep valleys, which our RVK value represents and tall sharp peaks, which gives us our RPK value. Then we switch to a finer abrasive for this application a 600 grit diamond and run the hone for only a few strokes at a much lower load. This effectively knocks off the peaks of the mountain and provides a smooth plateau for a great, lower friction load bearing area for our ring, which represents our RK value while still retaining the deep valleys that hold oil to lubricate and seal the ring. This provides a modern finish that will break in immediately and seal the cylinder excellently and have a long life. [ Frankie ] Our Sunnen SV-15 cylinder hone makes it extremely easy to achieve this plateau finish and with only five thousandths left to hone to get to our final bore size it won't take very long either. You've seen us dress the hone abrasives with a dressing stone, and this simply removes any block material from the stones to make sure we are creating a consistent surface finish between each cylinder. Once we switch to our fine abrasive and set our final plateau hone finish we will thoroughly clean each bore like we would for assembly and take a measurement with our profilometer. Up next, we make room for our big stroke and lay down a custom color that sets the tone for this build.
[ Frankie ] We've gone ahead and got our 427 block out of the hone. Ran it through the parts washer really quick just to get some of that honing oil off of it, and we've moved to the assembly area to put into mockup mode because with our four inch stroke crankshaft we know we're gonna have some interference between the rod bolts and the oil pan rail. So what we've done is put the crank and number one and two rod and piston assemblies in just for mockup. If we turn the engine over you can see clearly that the rod bolt runs right into the oil pan rail and we've gone ahead and center punched where the center of the rod bolt is. We've done this on both sides for the number one and two rods. We're gonna show you how to do this like you would at home. We could put it in the mill and get it done really quickly but if you're at home you could do this with a carbide bit and a die grinder. But instead of putting all eight rod and piston assemblies in what you can do is take a set of dial calipers that are set to our bore spacing, four inch four hundred thousandths, and we'll take them and line them up on our first mark and then we can use them to scribe where the next rod bolt is gonna be on the block. We'll do this down both sides of the block for all eight. Then we'll go back and center punch our scribe marks and that will give us a clear indicator of where the rod bolt is gonna interfere. What we'll do is pull the crank out, pull the rods and pistons out, go through and clearance each location, and then we'll put it back in and make sure it works. We'll use the biggest carbide bit we have to remove a substantial amount of material that will give us a minimum of 60 thousandths of an inch of clearance. We not only have to clearance the oil pan rail but the bottoms of the cylinder as well, and we can use our reference marks to help center the notch. It will take a while to do it by hand but if you take your time you can get a great result. Several hours later we have notched every single cylinder on our block and we've also gone ahead and final cleaned it just to get all the metal shavings out of there. We have mocked up our crankshaft and rods and pistons again. Looking at the number one we have plenty of clearance but our layout method across the block actually worked really good as well. So if we look at the number eight cylinder we can see we have plenty of clearance between the block and that rod bolt. So we are good to go. The next thing we're gonna do is get this out of here. We'll get the block painted before we start any assembly. [ Music ] We're taping off our 427 here to get it ready for paint. We thought this would be a great opportunity in today's Summit Tech Tip to talk about some technical taping tips because we always get questions about how our engines look so good. It really comes down to attention to detail. So when we are taping it off the first thing we're gonna do is take some lacquer thinner on a rag and wipe down anywhere the tape is gonna stick cause we want to make sure there's no oil or anything like that on there because the tape is not gonna stick and then it'll be blowing off when you're trying to paint it. So I'll go ahead and get it nice and clean, and then when we're laying our tape line you probably think we're gonna run it out to the edge of the machined surface but we're actually gonna go inside of that and we usually like to go inside the gasket, whether it's the intake gasket, head gasket, whatever because we want it to have full coverage once the cylinder head is bolted on with the gasket cause any bare or exposed metal once you assemble the engine is just gonna rust. So we actually want the paint to go a little bit inside that. That way it's nicely covered. This will also make it easier for the paint to stick to the edge out here because you try and butt it right up there it's probably gonna chip off pretty easily. We basically do this for the entire engine and that way we have nice, crisp lines. It's very neat, very organized, and that way you have a good paint job the next time you're trying to paint your engine. We've got our engine into the prep booth and it is ready to go. We're gonna be painting it with POR-15 engine enamel because we wanted a paint that was gonna be really durable under the hood of a car and have a nice glossy finish. That's where POR-15 checks the boxes on our engine enamel. We have used this stuff a ton as you can tell by the cans, and it works awesome. It is extremely durable to things like gas, oil, brake clean, and even lacquer thinner. We've spilt all that stuff on there and it holds up great. Now we've gone ahead and prepped the engine with their cleaner/degreaser and their metal prep just to make sure we have a good surface to start with, and we're gonna be coating it with their rust preventative. As for color we're gonna be making up a custom color because we like interesting engine colors around here. We're gonna be mixing a set of Ford blues and a white to try to get a lighter blue, maybe even a baby blue. Once we get to that stage we'll see what we come up with but first we've got to get our base coat down. So let's get to work. [ Pat ] POR-15's Rust Preventative adheres to the bare metal surface, and that means we can have an even base color. So our engine enamel looks consistent throughout the engine. All of our POR-15's engine enamels are mixable. So a fair bit of white with a small amount of Ford Corporate Blue gives us a baby blue color that is unique to this engine. With it reduced down and in a spray gun a few medium coats gives us an even coloring of blue and a glossy finish that will last the life of the engine. Next we turn our attention to the rotating assembly and drill you on the importance of balancing.
[ Frankie ] Now that we have our engine painted we're gonna go ahead and let that cure. We moved everything over to our balancer so we can balance our crankshaft. This is gonna be one of the last things we need to do before we can move on to assembly. The crank we're gonna be using is a 350 main four inch stroke scat unit from Summit Racing Equipment. Connected to that is a set of Summit six inch long H-beam rods. Those are gonna be hooked to a set of Summit Racing forged Pro pistons with a 4.125 bore for a small block Chevy. These also have a slight dish to them, which is gonna be great for a pump gas friendly compression ratio. They come with a set of heavy duty wrist pins and the support rails. So we'll have to factor those into our bob weight. We have the correct set of rod bearings, we have the retaining clips for the wrist pins, and we have our set of Summit Racing gas ported piston rings. So we can co ahead and get our bob weight set. We'll get the crank in and get it set up and get our first spin and see how we turn out. [ Pat ] Each of the components gets weighed individually and then bob weights that simulate the rotating and reciprocating weight are mounted with CWT's specific bob weight spacers to each journal pair before we do our first spin. [ Frankie ] Spin her up! [ Music ] That's quite a lot of imbalance, which not a big deal. We have a really light piston. Didn't expect it to be that much but that's not too bad. Looks like they're both on the counterweights, which is good. 224 grams on the rear and 128 on the front. So what we're gonna do is use the CWT software. It will calculate how much we need to turn off the counterweight in our lathe. So we'll get that done, figure out how much we need to take off, and then we'll get this thing out of here in the lathe and start cutting. Using our MSC lathe we can turn approximately 200 thousandths off the front and rear counterweights, which allows us to remove a large amount of material without excessively drilling holes and weakening the crank. With our crank back in the balancer and our imbalance much less we can use a one inch diameter step drill bit from CWT's Randy Neal to fine tune the imbalance before we do our final spin. Spin her up! That looks good. Both of our planes are within our balance tolerance and they are 158 degrees apart from each other. That's pretty close to 180 that we target. So we're gonna go ahead and save that as our last spin so we have an updated version, but we wanted to talk about what that balance tolerance actually means and what the number means. So that is gonna be the subject of today's Summit Racing Tech Tip. [ Music ] When we balance a rotating assembly what we're trying to do is have equal mass on all parts of the crankshaft, usually between the counterweights and the rod and piston assemblies so one doesn't have more mass than the other and causes a force that tries to pull the crankshaft in one direction or each other. The way we measure this is usually in ounce inches. So this is a measurement of force. So how many ounces at a one inch radius, but it's kinda like torque. So as you move that radius farther and farther away from the center line the amount of force goes up for the same amount of mass. The reason this is important is because it causes forces on the crankshaft when we want to minimize them. So our machine here will actually calculate the amount of force. So before we even started touching this crankshaft if you had tried to put it together and run it it would have 1,770 pounds of force at 6,000 r-p-m that we now at 6,000 only have eight pounds of force, which is totally reasonable for a street engine. That really shows why this is so important to get your stuff balanced. And Summit actually sells balanced or unbalanced rotating assemblies and you can talk to the experts over there to figure out which one is right for you. As far as our assembly we're really happy with the results. So we're gonna get this off, get our machine cleaned up, get our crank polished, get it cleaned up, and then it will be ready to go into our engine. We don't do a lot of imports here in Engine Power but that does not mean we don't get exited when some really cool advancements are made for these small displacement engines, and one of the biggest in the last year has been Dart's new cast iron aftermarket 2-JZ engine block. They have done a ton of work to make this a much better option than the factory blocks, and if you are looking to make big power with these engines they are rated for up to 2,000 horsepower, and they have a ton of cool features to make that possible. Starting from the top down they have improved deck thickness for improved sealing with head gaskets. They have the 11mm head studs as an option or you can get bigger half inch head studs like this one has. They have a max bore of 88mm with a cylinder wall thickness of 290 thousandths at that max bore. They have made all the core plugs and oil gallery plugs screw in so you have easy serviceability for the block. Underneath we are dealing with four bolt billet main caps on one through six and the number seven main just has two that way you can use a stock rear main seal but these have 12mm inside fasteners and 10mm studs on the outside. They have added a ton of material to the main webbing as well, again for that improved rigidity under high horsepower applications to make sure this thing is going to live. They also have priority main oiling, they have improved cylinder cooling around the Siamese bores, and a ton of other features, but if you are looking to build a high horsepower 2-JZ this block needs to be the one that you look at. [ Pat ] Coming up, step by step engine prep on our baby blue short block that's far from stock.
[ Pat ] With the paint on our block fully cured the next step in the build process is gapping our Summit Racing gas ported ring set. Using our Summit Pro ring filer we'll set the second ring gap at 28 thousandths and the top ring gap at 25 thousandths just in case we ever decide to put a power adder on this combination. With all the parts final cleaned we can also start setting up our main bearing vertical oil clearance by torqueing a new set of Clevite extra clearance bearings into the mains. After using a micrometer to zero our dial bore gauge to the main journal size for each main we can directly measure the oil clearances individually, and they are all between 20 and 24 ten thousandths. One of ARP's specialties are rod bolt manufacturing and they make them out of a variety of different material depending on the application. Our rods have an upgraded bolt made out of ARP 2,000 material. That is a high strength alloy that has a lot of the same characteristics as 87-40 chro-moly but is able to be heat treated a bit differently so it raises its tensile strength to 220,000 p-s-i. For what we're doing on our pump gas street hydraulic roller our ARP 2,000s are going to be perfect. Now not only does ARP manufacture the fasteners they also manufacture a great way to measure the rod bolt stretch. Rod bolt stretch is the best way to optimize your clamp load and durability of your fastener. So they manufacture their own high quality rod bolt stretch gauges both in an analog style regular dial gauge but also a digital gauge which has an output if you want to output that to a computer if you have that capability. So all we have left to do is get our bearings put in our rods, lube up our rod bolts with some ARP Ultra Torque Lube, get them torqued up, and start measuring. [ Frankie ] After loading the Clevite rod bearings into the Summit H-beam connecting rods we can torque the ARP bolts to 70 pound feet to achieve the proper stretch. Then similar to the mains we will set our micrometer to the size of each journal and use that measurement to zero a dial bore gauge. Then we can take a direct reading of our rod bearing vertical oil clearance, and with them all set between 22 and 24 ten thousandths of an inch they are ready for assembly. Our forged pistons are from Summit and they have a pump gas and even boost friendly 18cc effective dish and a 1.2, 1.2, 3-millimeter modern ring pack. With a compression height of one inch they pair perfectly with the Summit H-beam rods that have a six inch center to center length and bushed ends. Plenty of Hot Shot's Secret assembly lube is used when putting them together and wire locks retain the heavy duty 150 gram wrist pins. [ Pat ] Our freshly cleaned rings can then go on. Plenty of Total Seal Assembly Lube is worked into the ring grooves and used to coat the skirts for proper lubrication on initial startup. Now that everything is prepped a coating of Hot Shot's Secret lube on the bearings and a small amount of r-t-v on the edges of our rear main seal setup a perfect home for our crankshaft to be laid into. From inside out the main bolts are torqued to a final value of 75 pound feet on the seven-sixteenths inch inner fasteners and 35 pound feet on the three-eighths outer fasteners. With it installed for real our crank thrust end play comes in perfectly at three thousandths. [ Frankie ] The next piece is our retro fit hydraulic roller cam which is a Summit Racing Pro SBC billet grind that has an LS firing order. Its durations at 50 thousandths lift are 248 on the intake and 256 on the exhaust with the lobe set on a 110 degree lobe separation angle. Lobe lift is 367 thousandths on both lobes but with our 1.7 ratio rockers that comes out to 624 thousandths net left at the valve. The rest of the Summit billet steel double roller timing set can go on with ARP cam bolts. Every cam here at Engine Power is degreed and to make it easy we'll only install the number one piston and rod assembly, which allows us to find true t-d-c on our degree wheel. On this street rod application we set the intake center line one half degree advanced. [ Pat ] 109.5! The remaining seven pistons and rods can be installed with this ARP 4.125 bore tapered ring compressor and a Summit Racing piston installation dead blow. The rod caps are temporarily tightened down while we rotate the engine and get all the assemblies in the block. Then we can turn the engine upside down, loosen the rod bolts, and torque them to 70 pound feet to achieve the proper stretch we measured earlier. Now we are only halfway there. We have a lot to do and we ran out of time for today. The next time you see this engine it's gonna be on the dyno making some pump gas horsepower. And if you've like anything you've seen today go to Powernation TV.





