









Engine Power Featured Projects



Engine Power Builds
























Want more content like this?
Join the PowerNation Email NewsletterParts Used In This Episode




Comp Cams
Sportsmen Mechanical Roller Lifters
Matco Tools
MATCO Tools are the Official Tool Supplier to PowerNation
Episode Transcript
(Narrator)>> Just because this
Chevy looks like it belongs in a convoy it doesn't
have to drive like it. Today on Engine Power the
one ton military truck gets supercharged horsepower
and a dash of style. Plus good news for Mopar fans. [ music ]
(Mike)>> This little small block Chevy has received plenty of face time here on Engine Power. It's been wrenched on for tech tips as well as multi stage builds where it made more and more power every time we bolted it to the dyno. Now it's been claimed by a couple of Johnny come lately's that we get to work with every day here in the Powernation shops. Now they had something specific in mind. We listened and sat down and ordered the parts to take this 383 small block to the next level, and now you get to hear the reasons behind it and what vehicle it's going in.
(Pat)>> I'm here with Jeremy and Jimmy from Carcass, and they're gonna tell us about the project that this engine is gonna go in. How did it all come about?
(Jeremy)>> Well it started life as an '84 one ton Chevy ex-military truck, which was extremely slow. So we need to add a bunch of horsepower.
(Pat)>> This is an engine you've actually laid eyes on before. This is 383 Re-Rev 2.0, which ran really well naturally aspirated, but what's in it now? What kind of engine?
(Jimmy)>> It's a non-turbo six point two liter diesel. Very tired, only makes 130 horsepower and we've got to step that up.
(Pat)>> Yeah that's kind of a dog for sure. Well this is an old school blower. These are one of my favorite things to build not only because they run well but visually they look awesome.
(Jeremy)>> Yeah and all we're looking for is something that's gonna stick out of the hood and really catch people's attention, and that's definitely gonna do it.
(Mike)>> I even ordered a big front face and scoop from Enderle. So that's gonna stick out there pretty good.
(Jeremy)>> And that's the look we're going for for sure.
(Jimmy)>> We want a life size Hot Wheels car.
(Pat)>> Cool well we've been doing this lately. When this thing gets all done you've got to come down and run the dyno. You've already ran the dyno before but we're gonna get you behind the controls and throw the lever on this thing.
(Jimmy)>> I like it!
(Mike)>> What are you guys thinking for power on this thing?
(Jeremy)>> This is completely not our ballpark. This is all your ballpark. So you know we're thinking 700ish.
(Pat)>> We have to be careful because it is a stock block. It's got a stock main cap that has studs in it, but it's a stock block. So we can with our pulley situation we can switch them. We can either overdrive or under drive the blower. So we have some options.
(Jimmy)>> As long as it starts with a 6, how's that?
(Pat)>> Well that's easy. So we can run it until it flushes parts out of it but we're not gonna do that. It's gonna be a fun project. We can't wait to see this thing run.
(Jeremy)>> Yeah we can't wait to come down and push on the lever a little bit.
(Mike)>> We'll see you in a couple of days.
(Jeremy)>> Sounds good!
(Pat)>> It'll be ready for you.
(Mike)>> With a good plan we can start the transformation on this small block. Now a lot of parts have to come off for all the new stuff to go on, and I'm not gonna stand around and bore you with removing a distributor. I'm sure you'd much rather want to check this out.
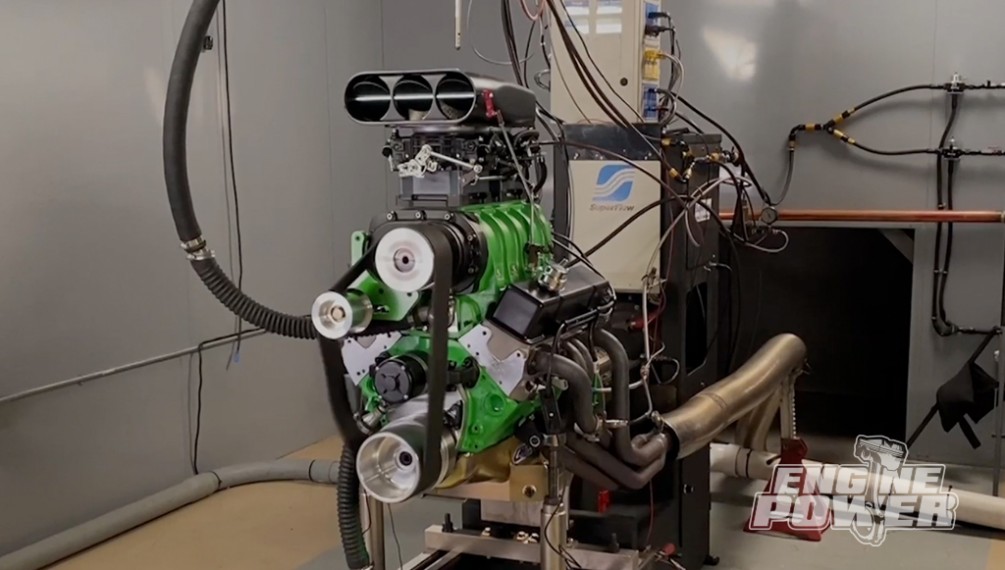
(Pat)>> The last time we had this bullet on the dyno it had a single plane manifold and a 41-50 carburetor. We made the pulls from 4,500 to 6,800 r-p-m and it laid down a stout 561 horsepower at 6,700 r-p-m and 491 pound feet of torque at 5,100 r-p-m. This is Weiand's 671 positive displacement supercharger kit for a small block Chevy. The case has been extensively redesigned but it still retains that nostalgic look, which makes it perfect for anything from a cackle fest dragster to a high end street build. Inside the case are Weiand's exclusive two lobe rotors that will provide maximum boost at lower r-p-m's. The case is c-n-c machined and its gear sets are matched for precise rotor alignment. The kit is complete with an upper and lower pulley, belt, belt tensioner, v-belt pulleys, and all of the hardware to cinch it down. The supplied pulleys will allow this blower to achieve around 10 to 12 p-s-i on a small block or 5 to 7 p-s-i if it were on a big block, but keep in mind. You are only a pulley change away from taking a pump gas engine to a hardcore race bullet. [ music ]
(Mike)>> With the fasteners out of the intake we can remove it, but there seems to be a good problem to have. It was sealed up using Permatex right stuff silicone, and let's just say it's tighter than a first gear hair pin. Cleaning the silicone off the china rails wasn't easy either. It goes to show the strength and sealing qualities of the right stuff silicone. To get the cam out the water pump, balancer, and plate off the two piece timing cover and timing chain are removed. [ music ]
(Pat)>> The valvetrain comes off next. Make sure to keep everything in order so it goes back on in the same place it was pulled from. The cam coming out was purposed for N/A use. It has a standard firing order and made good power. The new cam is also a custom grind. It's from Comp Cams and has some cool specs.
(Mike)>> It' has a 900 thousandths base circle like the cam that was removed. Lobe separation is 116 degrees. We chose to have four degrees of advance ground in because it is a blower application and we want as much torque in the lower r-p-m range as possible. The core was a purpose built 4-7 firing order swap application. Duration at 50 thousandths is 250 on the intake and 260 degrees on the exhaust. Lift at the valve with a 1-600 rocker arm is 704 thousandths on both the intake and the exhaust.
(Pat)>> Now the timing set goes back on and the cam is degreed. It's a process that requires several specialty tools. They can be picked up at Summit Racing in a kit and it's a great addition to any tool collection. The intake centerline came in at 112 degrees, 4 degrees advanced, just like we planned. This shows the accuracy of Comp's custom grinding. We wanted the supercharger to match the engine block. So we painted it with Dupli-Color's Grabber Green engine enamel. [ spray can hissing ] [ music ]
(Narrator)>> Up next our 383's crowning achievement. Plus we visit Trick Flow to check out their new small block Mopar cylinder head.
(Mike)>> Gaskets play a big role in the life of your engine. Here's this week's tech tip with more.
(Tim)>> As a professional racer I know firsthand that high compression and forced induction engines are especially hard on head gaskets. SCE gaskets offer two solutions. Vulcan cut ring head gaskets featured pliable perforated metal core composite bodies to eliminate coolant and oil leaks. Stainless steel rings grip and bite the cylinder head for a tight fit to keep combustion pressure in the cylinders. No sealants or machining required. The vulcan cut ring head gaskets are rated 16:1 static compression ratio, 35 pounds of boost, and up to 250 horsepower shot of nitrous oxide. MLS GS head gaskets are multi-layer steel gaskets with a portion of the center plate folded on top of itself. Essentially doubling its thickness. This evenly distributes the clamp load to the cylinder head keeping pressure inside the combustion chamber.
(Pat)>> Welcome back as we finish the build of our supercharged 383.
(Mike)>> Complimenting the cam shaft are Comp's Sportsman mechanical roller lifters. These are designed for professional racing and high end street use. They have an 842 thousandths outside diameter and are available with needle bearings or bronze bushings. We chose the bushing design. They have two pressurized e-d-m oil feeds and a shallower oil band for increased strength. A skirted wheel strengthens the lifters ears and a stake axle eliminates clicks and provides excellent axle retention.
(Pat)>> The push rods are dropped in and the rocker arms go back in the engine in their original locations. We installed them in the firing order and set the adjustor to zero lash. The rocker girdles can go on and they are snugged up. They do affect the lash setting. So make sure they are in place if you have them. The lash is being set cold at 14 thousandths on the intake and 16 thousandths on the exhaust. An iron block and aluminum head will increase the lash around 6 thousandths when it gets up to temperature. That reaches 20 thousandths on the intake and 22 thousandths on the exhaust, which is the recommended hot lash from the cam supplier.
(Mike)>> Pat's laying down some Permatex Right Stuff silicone on the engine so this lower manifold seals as well as the last one. Now this is for small block Chevys and will accept either a 671 or an 871 blower. Now just keep in mind this will not work on Vortec or fast burn cylinder heads. Now comes the statement maker with a totally different look. Is a booger or a blower? We know that green will be liked by some and hated by others. If you don't like it good cause it won't be going in your pavement pounder anyway.
(Pat)>> This is exactly what it's like when you put a crankshaft in a cruise ship. Perfect!
(Mike)>> Alright I've got to stand back and look at it. [ music ]
(Pat)>> How do I look with it?
(Mike)>> Man I think we nailed it on the color combination. When you're standing up front it's got this really cool little half arc of black and then everything else is green.
(Pat)>> I love it too. There's no sense in not trying to make something good looking right? We could have left it natural but that's just boring. The blower studs are aluminum and for good reason. If the engine has an unwanted backfire the studs will sheer along the blower to be slightly lifted off the manifold, letting the pressure release. This will potentially eliminate the chance of damage to the blower's rotors or case. It's extra insurance in addition to the burst plate.
(Mike)>> The carburetor mounting plate goes on next. It is setup for two 41-50 based carburetors. Two pulleys are included in the Weiand kit. They can be used to overdrive or under drive the blower. We will use the pulley locations that produce the most boost, which is 10 to 12 pounds at 11 percent overdrive.
(Narrator)>> Up next engineering and building the new Mopar cylinder head.
(Pat)>> Trick Flow Specialties sums up their mission with the slogan, ultimate bolt on performance. For over 30 years they've engineered and manufactured cylinder heads, intake manifolds, and engine accessories with a focus on high performance at an affordable price.
(Mike)>> The first step is engineering. Using advanced solid modeling software cylinder heads receive modification such as new ports, valve angles, and relocated combustion chambers and spark plugs. The runners and combustion chambers are designed first since they are the most critical area for air flow. The rest of the cylinder head is designed based on this port configuration. Throughout the process the cylinder heads are scanned with a laser creating a precision 3-D model using thousands of data points. Digital scanning allows engineers to measure ahead in five to six hours instead of 30 or more. Simply put the time saved lowers development costs and gives the engineers more time to focus on their primary goal, making better engine parts.
(Pat)>> One of Trick Flow's latest designs is the Power Port 190 cylinder head for small block Mopars. An exclusive feature of this head is the modified push rod location, which allows the head to fit both LA and Magnum engines with flat tappet or hydraulic roller cams. In addition accessory holes have been drilled into the head for both the LA and Magnum engine types. Trick Flow manager Mike Downs showed us how the Power Port cylinder head goes from a cast piece of aluminum to a finished head. (Mike D.)>> What we have here is the aluminum casting. This is the first part of our manufacturing process. This is how we get the casting in from the foundry. Then what you have here is after the first machining operation what we're doing is taking off about seven pounds of aluminum, getting it to a point where it's actually ready to be ported, and then be made into a final piece.
(Mike)>> Now that's quite a bit of weight. You know a lot of people are interested in where the castings are coming from for the quality and material. Where are your castings from? (Mike D.)>> All of our castings are domestically sourced. We do not go outside the United States for any of our castings. So yeah we try to keep it all made in the USA.
(Mike)>> A raw casting is placed into the Makino 4 axis c-n-c machine. Large amounts of material are precisely removed from ends of the head to start the process. The machining fluid keeps the part cool and lubricates the cutter, keeping metal shavings from building up on the cutting head. Smaller bits cut the Trick Flow logo into the head as well as drill and tap the accessory holes.
(Pat)>> All right at this point it's starting to look more like a cylinder head, and I see you got a few more things done. Tell us what we do at this point. (Mike D.)>> So what we did after it was machined on the Makino is we take it and we add seats and guides. Then it's now ready to be ported cause as you see right now the combustion chamber is not finished and the intake and exhaust runners are not finished yet.
(Pat)>> These particular heads they have one size chamber, multiple sizes? (Mike D.)>> One size chamber, one size intake and exhaust runner.
(Pat)>>> Okay very good. A five axis c-n-c mill does the job. The cutting head moves and pivots while the cylinder head rotates, shaping the port to exact specifications. Trick Flow offers four levels of performance depending on your horsepower and budget needs. They range from a standard called, "Fast as cast" to fully c-n-c machine runners and chambers with a high resolution surface for maximum air flow. The Power Port 190 is street ported, the third performance level, with fully c-n-c'ed runners and chambers along with a standard resolution finish. Now we're at one of my favorite parts of the operation, the valve job. (Mike D.)>> Yeah so this is the final step in the machining process of the cylinder head. This is where the final cuts are done on the valve seats. The head will get washed, and then it's ready for its final assembly.
(Pat)>> I find this very interesting is that this is still done by hand. (Mike D.)>> Right we're able to control both depth and chatter, or the surface finish on the seat, this way.
(Pat)>> Trick Flow uses their own custom multi angle cutters to optimize air flow for their port designs. By making the seats concentric it ensures a proper valve seal, which is essential to make horsepower.
(Mike)>> Final assembly is done by hand. An experienced technician installs the valves and checks the spring height. Then installs the springs, retainers, and locks. While he's working Curtis examines the head for any flaws. Despite all the benefits of industrial technology there's still no replacement for a seasoned professional giving the cylinder head one last quality assurance check. [ music ]
(Pat)>> Trick Flow has designed a matching intake manifold for small block Mopars, and we got to take a peek at a cool bit of hardware. The original mold used to create the intake. (Mike D.)>> So what we have here is something that most people don't get to see. This is actually our small block Mopar intake manifold. We've shown the head. We've shown all the process to that. This is actually the manifold that goes with that cylinder head, and then what we have here is the foundry tooling that is used to make that aluminum casting. And then over here are pieces of the core that as you can see kind of builds like a jigsaw puzzle.
(Mike)>> Any opening areas are where those would be. (Mike D.)>> That's right! So everywhere in here that you see air is full of sand when the aluminum is poured. And then the run it through a vibratory process to break up all the sand and you're left with a good casting.
(Mike)>> Now this is one of one right? (Mike D.)>> Yes this is our only tool.
(Mike)>> So you guard it pretty close? (Mike D.)>> Yes we do.
(Mike)>> The quality of the casting. I mean this looks like just a slight amount of machining and it's ready to go. (Mike D.)>> That's right and we're very fortunate. We work with foundries that produce high quality parts that meet our strict visual standards and our strict quality standards.
(Mike)>> Very cool, these Mopar guys are gonna be pumped. (Mike D.)>> I hope so.
(Mike)>> The Power Port 190 cylinder head promises high performance and it delivers. On their in house dyno the 360 cubic inch Mopar power plant made 499 horsepower at 6,200 r-p-m and 457 pound feet of torque at 4,900 r-p-m. [ engine revving ] (Mike D.)>> That's what people are looking for. They want to look at your flow numbers and they want to look at your power performance. That's what they're paying for. So really this is a culmination of all of the design, all of the engineering, all of the r&d, all of the manufacturing. We bring it all together here to show our customer that we are delivering ultimate bolt on performance.
(Narrator)>> Up next, what started as a dyno session ended as an autopsy.
(Pat)>> Stop, stop, stop.
(Mike)>> Normally this is where we show you a few dyno runs with the engine running like a champ but today this happened.
(Pat)>> Stop, stop, stop!
(Mike)>> What was that?
(Pat)>> Well that sucked. What the hell just happened?
(Mike)>> We've got an oil slick. I didn't hear anything audible.
(Pat)>> No but it shot a bunch oil out the front of the engine. Pull the run back up. [ music ] Look at that right!
(Mike)>> That's it.
(Pat)>> That is supposed to have vacuum. It's because it's got evacs in it. Ooh that's bad, bad, bad!
(Mike)>> Air/fuel was okay.
(Pat)>> We hurt something. Pull up number three.
(Mike)>> There it is right there.
(Pat)>> It has pressure in the crankcase. That's no bueno.
(Mike)>> Within 400 r-p-m we went up to 2.2.
(Pat)>> I think we hurt it.
(Mike)>> Well let's check it out.
(Pat)>> It started like any other day finishing up the last details of the engine, but then well you know the rest.
(Mike)>> When things go wrong in the dyno room there are a couple of things that happen. First some vulgar language. Second some tool throwing, and third when you look through the window you see dollar bills going up in flames. Now either way the engine will have to be repaired, and that's exactly what we're gonna do. An engine autopsy if you will.
(Pat)>> And it's not actually surprising that this engine finally gave up the ghost. This has been abused severely. This is our r&d engine. 300 plus dyno runs of cam shaft testing, intake manifold testing, nitrous testing, and now a supercharger. So we're gonna get it apart and see what happened.
(Jeremy)>> Whoa, I was gonna come down here to see what kind of numbers the old mule was putting down but this is not looking good.
(Mike)>> It ran good until it didn't.
(Pat)>> Now we seem to have had a slight problem and as we're tearing it apart we see that number five has a bunch of aluminum on it and the plug is a little bit on the deformed side. See all that silver on it? Well that is aluminum. The interesting thing is none of the other plugs look bad at all, and at an air/fuel ratio of 12.2 to 12.4 it wasn't too lean. So we're scientifically and very conscientiously tearing it apart to see what's going on.
(Jeremy)>> Well this isn't the first power adder you guys had on this thing?
(Pat)>> Oh no, not at all.
(Mike)>> This thing has been abused. It's the original engine out of the little Nova we built, the '62. It's gone through Mike and Pat burnout contests, stuff we do together. It's gone through that, it's gone through different tests with manifolds, cam shaft, cylinder heads. And then the last time we ran it before this was with nitrous and it made 720 horse. So we were flogging it a little bit for a stock block small block Chevy.
(Pat)>> And we might have hurt it then. What happens is on high cycle time, power adder, lots of heat, what happens is the top of the piston gets annealed, and what happens is it gets soft. And I'm not saying that's what happened cause we don't even have the cylinder heads off, but it looks like it either torched the ring land or torched a whole in the center of a piston.
(Jeremy)>> Well it should I'm sure run fantastic when you guys are done with it and we've got some time. So you know whenever you guys get it done you let me know. We'll come back down cause I want to hear it run and I want to see it run cause that blower, pulley, and belt is absolutely awesome.
(Pat)>> This gives us a chance to actually put some new parts in it. You try to be a hero and end up with zero sometimes. So that's what kinda happened here.
(Mike)>> So what we'll do. We'll pull the head off. I'll come and grab you so you can see the damage.
(Jeremy)>> Yeah for sure.
(Pat)>> And we're gonna need a lot of help scraping gaskets and stuff like that if you're available.
(Jeremy)>> I've got a thing.
(Mike)>> You don't even have a watch on.
(Jeremy)>> No it's fine, just let me know when you're done.
(Pat)>> With absolutely no help from Jeremy we started to tear down the engine and it didn't take long to find the problem.
(Mike)>> There it is. [ music ] We cooked her.
(Pat)>> That was exactly what I thought happened. Look at all the condition of all the other pistons, fine.
(Mike)>> Look at the burn. Everything's good on them.
(Pat)>> Everything looks good. If you missed the tune up it will roach everything.
(Mike)>> That's all of them.
(Pat)>> And for what it did who knows what happened there.
(Mike)>> Okay so parts, let's go ahead and get rod & main bearings. We need a set of pistons, we need gaskets, we need blower gasket, and then that's really about it besides machine work.
(Pat)>> To find out more about anything you've see on today's show visit Powernation TV dot com. [ engine revving ]
Show Full Transcript
(Mike)>> This little small block Chevy has received plenty of face time here on Engine Power. It's been wrenched on for tech tips as well as multi stage builds where it made more and more power every time we bolted it to the dyno. Now it's been claimed by a couple of Johnny come lately's that we get to work with every day here in the Powernation shops. Now they had something specific in mind. We listened and sat down and ordered the parts to take this 383 small block to the next level, and now you get to hear the reasons behind it and what vehicle it's going in.
(Pat)>> I'm here with Jeremy and Jimmy from Carcass, and they're gonna tell us about the project that this engine is gonna go in. How did it all come about?
(Jeremy)>> Well it started life as an '84 one ton Chevy ex-military truck, which was extremely slow. So we need to add a bunch of horsepower.
(Pat)>> This is an engine you've actually laid eyes on before. This is 383 Re-Rev 2.0, which ran really well naturally aspirated, but what's in it now? What kind of engine?
(Jimmy)>> It's a non-turbo six point two liter diesel. Very tired, only makes 130 horsepower and we've got to step that up.
(Pat)>> Yeah that's kind of a dog for sure. Well this is an old school blower. These are one of my favorite things to build not only because they run well but visually they look awesome.
(Jeremy)>> Yeah and all we're looking for is something that's gonna stick out of the hood and really catch people's attention, and that's definitely gonna do it.
(Mike)>> I even ordered a big front face and scoop from Enderle. So that's gonna stick out there pretty good.
(Jeremy)>> And that's the look we're going for for sure.
(Jimmy)>> We want a life size Hot Wheels car.
(Pat)>> Cool well we've been doing this lately. When this thing gets all done you've got to come down and run the dyno. You've already ran the dyno before but we're gonna get you behind the controls and throw the lever on this thing.
(Jimmy)>> I like it!
(Mike)>> What are you guys thinking for power on this thing?
(Jeremy)>> This is completely not our ballpark. This is all your ballpark. So you know we're thinking 700ish.
(Pat)>> We have to be careful because it is a stock block. It's got a stock main cap that has studs in it, but it's a stock block. So we can with our pulley situation we can switch them. We can either overdrive or under drive the blower. So we have some options.
(Jimmy)>> As long as it starts with a 6, how's that?
(Pat)>> Well that's easy. So we can run it until it flushes parts out of it but we're not gonna do that. It's gonna be a fun project. We can't wait to see this thing run.
(Jeremy)>> Yeah we can't wait to come down and push on the lever a little bit.
(Mike)>> We'll see you in a couple of days.
(Jeremy)>> Sounds good!
(Pat)>> It'll be ready for you.
(Mike)>> With a good plan we can start the transformation on this small block. Now a lot of parts have to come off for all the new stuff to go on, and I'm not gonna stand around and bore you with removing a distributor. I'm sure you'd much rather want to check this out.
(Pat)>> The last time we had this bullet on the dyno it had a single plane manifold and a 41-50 carburetor. We made the pulls from 4,500 to 6,800 r-p-m and it laid down a stout 561 horsepower at 6,700 r-p-m and 491 pound feet of torque at 5,100 r-p-m. This is Weiand's 671 positive displacement supercharger kit for a small block Chevy. The case has been extensively redesigned but it still retains that nostalgic look, which makes it perfect for anything from a cackle fest dragster to a high end street build. Inside the case are Weiand's exclusive two lobe rotors that will provide maximum boost at lower r-p-m's. The case is c-n-c machined and its gear sets are matched for precise rotor alignment. The kit is complete with an upper and lower pulley, belt, belt tensioner, v-belt pulleys, and all of the hardware to cinch it down. The supplied pulleys will allow this blower to achieve around 10 to 12 p-s-i on a small block or 5 to 7 p-s-i if it were on a big block, but keep in mind. You are only a pulley change away from taking a pump gas engine to a hardcore race bullet. [ music ]
(Mike)>> With the fasteners out of the intake we can remove it, but there seems to be a good problem to have. It was sealed up using Permatex right stuff silicone, and let's just say it's tighter than a first gear hair pin. Cleaning the silicone off the china rails wasn't easy either. It goes to show the strength and sealing qualities of the right stuff silicone. To get the cam out the water pump, balancer, and plate off the two piece timing cover and timing chain are removed. [ music ]
(Pat)>> The valvetrain comes off next. Make sure to keep everything in order so it goes back on in the same place it was pulled from. The cam coming out was purposed for N/A use. It has a standard firing order and made good power. The new cam is also a custom grind. It's from Comp Cams and has some cool specs.
(Mike)>> It' has a 900 thousandths base circle like the cam that was removed. Lobe separation is 116 degrees. We chose to have four degrees of advance ground in because it is a blower application and we want as much torque in the lower r-p-m range as possible. The core was a purpose built 4-7 firing order swap application. Duration at 50 thousandths is 250 on the intake and 260 degrees on the exhaust. Lift at the valve with a 1-600 rocker arm is 704 thousandths on both the intake and the exhaust.
(Pat)>> Now the timing set goes back on and the cam is degreed. It's a process that requires several specialty tools. They can be picked up at Summit Racing in a kit and it's a great addition to any tool collection. The intake centerline came in at 112 degrees, 4 degrees advanced, just like we planned. This shows the accuracy of Comp's custom grinding. We wanted the supercharger to match the engine block. So we painted it with Dupli-Color's Grabber Green engine enamel. [ spray can hissing ] [ music ]
(Narrator)>> Up next our 383's crowning achievement. Plus we visit Trick Flow to check out their new small block Mopar cylinder head.
(Mike)>> Gaskets play a big role in the life of your engine. Here's this week's tech tip with more.
(Tim)>> As a professional racer I know firsthand that high compression and forced induction engines are especially hard on head gaskets. SCE gaskets offer two solutions. Vulcan cut ring head gaskets featured pliable perforated metal core composite bodies to eliminate coolant and oil leaks. Stainless steel rings grip and bite the cylinder head for a tight fit to keep combustion pressure in the cylinders. No sealants or machining required. The vulcan cut ring head gaskets are rated 16:1 static compression ratio, 35 pounds of boost, and up to 250 horsepower shot of nitrous oxide. MLS GS head gaskets are multi-layer steel gaskets with a portion of the center plate folded on top of itself. Essentially doubling its thickness. This evenly distributes the clamp load to the cylinder head keeping pressure inside the combustion chamber.
(Pat)>> Welcome back as we finish the build of our supercharged 383.
(Mike)>> Complimenting the cam shaft are Comp's Sportsman mechanical roller lifters. These are designed for professional racing and high end street use. They have an 842 thousandths outside diameter and are available with needle bearings or bronze bushings. We chose the bushing design. They have two pressurized e-d-m oil feeds and a shallower oil band for increased strength. A skirted wheel strengthens the lifters ears and a stake axle eliminates clicks and provides excellent axle retention.
(Pat)>> The push rods are dropped in and the rocker arms go back in the engine in their original locations. We installed them in the firing order and set the adjustor to zero lash. The rocker girdles can go on and they are snugged up. They do affect the lash setting. So make sure they are in place if you have them. The lash is being set cold at 14 thousandths on the intake and 16 thousandths on the exhaust. An iron block and aluminum head will increase the lash around 6 thousandths when it gets up to temperature. That reaches 20 thousandths on the intake and 22 thousandths on the exhaust, which is the recommended hot lash from the cam supplier.
(Mike)>> Pat's laying down some Permatex Right Stuff silicone on the engine so this lower manifold seals as well as the last one. Now this is for small block Chevys and will accept either a 671 or an 871 blower. Now just keep in mind this will not work on Vortec or fast burn cylinder heads. Now comes the statement maker with a totally different look. Is a booger or a blower? We know that green will be liked by some and hated by others. If you don't like it good cause it won't be going in your pavement pounder anyway.
(Pat)>> This is exactly what it's like when you put a crankshaft in a cruise ship. Perfect!
(Mike)>> Alright I've got to stand back and look at it. [ music ]
(Pat)>> How do I look with it?
(Mike)>> Man I think we nailed it on the color combination. When you're standing up front it's got this really cool little half arc of black and then everything else is green.
(Pat)>> I love it too. There's no sense in not trying to make something good looking right? We could have left it natural but that's just boring. The blower studs are aluminum and for good reason. If the engine has an unwanted backfire the studs will sheer along the blower to be slightly lifted off the manifold, letting the pressure release. This will potentially eliminate the chance of damage to the blower's rotors or case. It's extra insurance in addition to the burst plate.
(Mike)>> The carburetor mounting plate goes on next. It is setup for two 41-50 based carburetors. Two pulleys are included in the Weiand kit. They can be used to overdrive or under drive the blower. We will use the pulley locations that produce the most boost, which is 10 to 12 pounds at 11 percent overdrive.
(Narrator)>> Up next engineering and building the new Mopar cylinder head.
(Pat)>> Trick Flow Specialties sums up their mission with the slogan, ultimate bolt on performance. For over 30 years they've engineered and manufactured cylinder heads, intake manifolds, and engine accessories with a focus on high performance at an affordable price.
(Mike)>> The first step is engineering. Using advanced solid modeling software cylinder heads receive modification such as new ports, valve angles, and relocated combustion chambers and spark plugs. The runners and combustion chambers are designed first since they are the most critical area for air flow. The rest of the cylinder head is designed based on this port configuration. Throughout the process the cylinder heads are scanned with a laser creating a precision 3-D model using thousands of data points. Digital scanning allows engineers to measure ahead in five to six hours instead of 30 or more. Simply put the time saved lowers development costs and gives the engineers more time to focus on their primary goal, making better engine parts.
(Pat)>> One of Trick Flow's latest designs is the Power Port 190 cylinder head for small block Mopars. An exclusive feature of this head is the modified push rod location, which allows the head to fit both LA and Magnum engines with flat tappet or hydraulic roller cams. In addition accessory holes have been drilled into the head for both the LA and Magnum engine types. Trick Flow manager Mike Downs showed us how the Power Port cylinder head goes from a cast piece of aluminum to a finished head. (Mike D.)>> What we have here is the aluminum casting. This is the first part of our manufacturing process. This is how we get the casting in from the foundry. Then what you have here is after the first machining operation what we're doing is taking off about seven pounds of aluminum, getting it to a point where it's actually ready to be ported, and then be made into a final piece.
(Mike)>> Now that's quite a bit of weight. You know a lot of people are interested in where the castings are coming from for the quality and material. Where are your castings from? (Mike D.)>> All of our castings are domestically sourced. We do not go outside the United States for any of our castings. So yeah we try to keep it all made in the USA.
(Mike)>> A raw casting is placed into the Makino 4 axis c-n-c machine. Large amounts of material are precisely removed from ends of the head to start the process. The machining fluid keeps the part cool and lubricates the cutter, keeping metal shavings from building up on the cutting head. Smaller bits cut the Trick Flow logo into the head as well as drill and tap the accessory holes.
(Pat)>> All right at this point it's starting to look more like a cylinder head, and I see you got a few more things done. Tell us what we do at this point. (Mike D.)>> So what we did after it was machined on the Makino is we take it and we add seats and guides. Then it's now ready to be ported cause as you see right now the combustion chamber is not finished and the intake and exhaust runners are not finished yet.
(Pat)>> These particular heads they have one size chamber, multiple sizes? (Mike D.)>> One size chamber, one size intake and exhaust runner.
(Pat)>>> Okay very good. A five axis c-n-c mill does the job. The cutting head moves and pivots while the cylinder head rotates, shaping the port to exact specifications. Trick Flow offers four levels of performance depending on your horsepower and budget needs. They range from a standard called, "Fast as cast" to fully c-n-c machine runners and chambers with a high resolution surface for maximum air flow. The Power Port 190 is street ported, the third performance level, with fully c-n-c'ed runners and chambers along with a standard resolution finish. Now we're at one of my favorite parts of the operation, the valve job. (Mike D.)>> Yeah so this is the final step in the machining process of the cylinder head. This is where the final cuts are done on the valve seats. The head will get washed, and then it's ready for its final assembly.
(Pat)>> I find this very interesting is that this is still done by hand. (Mike D.)>> Right we're able to control both depth and chatter, or the surface finish on the seat, this way.
(Pat)>> Trick Flow uses their own custom multi angle cutters to optimize air flow for their port designs. By making the seats concentric it ensures a proper valve seal, which is essential to make horsepower.
(Mike)>> Final assembly is done by hand. An experienced technician installs the valves and checks the spring height. Then installs the springs, retainers, and locks. While he's working Curtis examines the head for any flaws. Despite all the benefits of industrial technology there's still no replacement for a seasoned professional giving the cylinder head one last quality assurance check. [ music ]
(Pat)>> Trick Flow has designed a matching intake manifold for small block Mopars, and we got to take a peek at a cool bit of hardware. The original mold used to create the intake. (Mike D.)>> So what we have here is something that most people don't get to see. This is actually our small block Mopar intake manifold. We've shown the head. We've shown all the process to that. This is actually the manifold that goes with that cylinder head, and then what we have here is the foundry tooling that is used to make that aluminum casting. And then over here are pieces of the core that as you can see kind of builds like a jigsaw puzzle.
(Mike)>> Any opening areas are where those would be. (Mike D.)>> That's right! So everywhere in here that you see air is full of sand when the aluminum is poured. And then the run it through a vibratory process to break up all the sand and you're left with a good casting.
(Mike)>> Now this is one of one right? (Mike D.)>> Yes this is our only tool.
(Mike)>> So you guard it pretty close? (Mike D.)>> Yes we do.
(Mike)>> The quality of the casting. I mean this looks like just a slight amount of machining and it's ready to go. (Mike D.)>> That's right and we're very fortunate. We work with foundries that produce high quality parts that meet our strict visual standards and our strict quality standards.
(Mike)>> Very cool, these Mopar guys are gonna be pumped. (Mike D.)>> I hope so.
(Mike)>> The Power Port 190 cylinder head promises high performance and it delivers. On their in house dyno the 360 cubic inch Mopar power plant made 499 horsepower at 6,200 r-p-m and 457 pound feet of torque at 4,900 r-p-m. [ engine revving ] (Mike D.)>> That's what people are looking for. They want to look at your flow numbers and they want to look at your power performance. That's what they're paying for. So really this is a culmination of all of the design, all of the engineering, all of the r&d, all of the manufacturing. We bring it all together here to show our customer that we are delivering ultimate bolt on performance.
(Narrator)>> Up next, what started as a dyno session ended as an autopsy.
(Pat)>> Stop, stop, stop.
(Mike)>> Normally this is where we show you a few dyno runs with the engine running like a champ but today this happened.
(Pat)>> Stop, stop, stop!
(Mike)>> What was that?
(Pat)>> Well that sucked. What the hell just happened?
(Mike)>> We've got an oil slick. I didn't hear anything audible.
(Pat)>> No but it shot a bunch oil out the front of the engine. Pull the run back up. [ music ] Look at that right!
(Mike)>> That's it.
(Pat)>> That is supposed to have vacuum. It's because it's got evacs in it. Ooh that's bad, bad, bad!
(Mike)>> Air/fuel was okay.
(Pat)>> We hurt something. Pull up number three.
(Mike)>> There it is right there.
(Pat)>> It has pressure in the crankcase. That's no bueno.
(Mike)>> Within 400 r-p-m we went up to 2.2.
(Pat)>> I think we hurt it.
(Mike)>> Well let's check it out.
(Pat)>> It started like any other day finishing up the last details of the engine, but then well you know the rest.
(Mike)>> When things go wrong in the dyno room there are a couple of things that happen. First some vulgar language. Second some tool throwing, and third when you look through the window you see dollar bills going up in flames. Now either way the engine will have to be repaired, and that's exactly what we're gonna do. An engine autopsy if you will.
(Pat)>> And it's not actually surprising that this engine finally gave up the ghost. This has been abused severely. This is our r&d engine. 300 plus dyno runs of cam shaft testing, intake manifold testing, nitrous testing, and now a supercharger. So we're gonna get it apart and see what happened.
(Jeremy)>> Whoa, I was gonna come down here to see what kind of numbers the old mule was putting down but this is not looking good.
(Mike)>> It ran good until it didn't.
(Pat)>> Now we seem to have had a slight problem and as we're tearing it apart we see that number five has a bunch of aluminum on it and the plug is a little bit on the deformed side. See all that silver on it? Well that is aluminum. The interesting thing is none of the other plugs look bad at all, and at an air/fuel ratio of 12.2 to 12.4 it wasn't too lean. So we're scientifically and very conscientiously tearing it apart to see what's going on.
(Jeremy)>> Well this isn't the first power adder you guys had on this thing?
(Pat)>> Oh no, not at all.
(Mike)>> This thing has been abused. It's the original engine out of the little Nova we built, the '62. It's gone through Mike and Pat burnout contests, stuff we do together. It's gone through that, it's gone through different tests with manifolds, cam shaft, cylinder heads. And then the last time we ran it before this was with nitrous and it made 720 horse. So we were flogging it a little bit for a stock block small block Chevy.
(Pat)>> And we might have hurt it then. What happens is on high cycle time, power adder, lots of heat, what happens is the top of the piston gets annealed, and what happens is it gets soft. And I'm not saying that's what happened cause we don't even have the cylinder heads off, but it looks like it either torched the ring land or torched a whole in the center of a piston.
(Jeremy)>> Well it should I'm sure run fantastic when you guys are done with it and we've got some time. So you know whenever you guys get it done you let me know. We'll come back down cause I want to hear it run and I want to see it run cause that blower, pulley, and belt is absolutely awesome.
(Pat)>> This gives us a chance to actually put some new parts in it. You try to be a hero and end up with zero sometimes. So that's what kinda happened here.
(Mike)>> So what we'll do. We'll pull the head off. I'll come and grab you so you can see the damage.
(Jeremy)>> Yeah for sure.
(Pat)>> And we're gonna need a lot of help scraping gaskets and stuff like that if you're available.
(Jeremy)>> I've got a thing.
(Mike)>> You don't even have a watch on.
(Jeremy)>> No it's fine, just let me know when you're done.
(Pat)>> With absolutely no help from Jeremy we started to tear down the engine and it didn't take long to find the problem.
(Mike)>> There it is. [ music ] We cooked her.
(Pat)>> That was exactly what I thought happened. Look at all the condition of all the other pistons, fine.
(Mike)>> Look at the burn. Everything's good on them.
(Pat)>> Everything looks good. If you missed the tune up it will roach everything.
(Mike)>> That's all of them.
(Pat)>> And for what it did who knows what happened there.
(Mike)>> Okay so parts, let's go ahead and get rod & main bearings. We need a set of pistons, we need gaskets, we need blower gasket, and then that's really about it besides machine work.
(Pat)>> To find out more about anything you've see on today's show visit Powernation TV dot com. [ engine revving ]





