








More Summit Racing 383 Stroker Build Episodes


HorsePower Builds















Want more content like this?
Join the PowerNation Email NewsletterParts Used In This Episode

E3 Spark Plugs
Spark Plug, E3, Tapered Seat, 14mm Thread, .440 in. Reach, Projected Tip, Resistor, Each
Mr. Gasket
Head Gasket, Multi-Layer, 4.060 in. Bore, .040 Compressed Thickness, Chevy, Small Block, Each
Summit Racing
Combo, Summitо 750 cfm Carburetor, Manual Choke, Mechanical Secondary, Chrome 14 in. Air Cleaner, Kit
Summit Racing
Cylinder Heads, Aluminum, Assembled, 64cc Chamber, 200cc Intake Runner, Chevy, 302, 327, 350, Pair
Summit Racing
Ignition Wire Loom/Separator, Aluminum, Polished, 7/8mm, Horizontal, Universal, Pair
Summit Racing
Ignition Wire Loom/Separator, Aluminum, Polished, 7/8mm, Horizontal, Universal, Pair
Summit Racing
Intake Manifold, Stage 3, Dual Plane, Aluminum, Natural, Square Bore Flange, Chevy, Small Block, Each
Summit Racing
Pulley Kit, Serpentine, Performance Ratio, Aluminum, Polished, Chevy, 4.3/4.4/4.6/5.0/5.4/5.7/6.6L, Kit
Summit Racing
Rocker Arms, Stud Mount, Full Roller, Aluminum, 1.5 Ratio, Fits 3/8 in. Stud, Chevy, Small Block, Set of 16
Summit Racing
Timing Pointer, Billet Aluminum, Black Anodized, Chevy, 7 in. Balancer, Small Block, Each
Summit Racing
Valve Covers, 3.5 in. Tall, Die-cast, Aluminum, Orange, 383 Stroker, Chevy, Small Block, Pair
Loctite
320, Fine-Compound For valve lapping,bearing,dies & gages
Loctite
Loctite 37230 QuickStix Silver Grade Anti-Seize Stick, 20g
Loctite
Loctite Copper Spray-A-Gasket Adhesive 9 oz Aerosol
Loctite
Loctite Head Bolt & Water Jacket Sealant
The Industrial Depot
Industrial Depot - Fasteners, Hardware, and Shop Supplies
Episode Transcript
(ANNOUNCER)>> TODAY ON
HORSEPOWER PHASE TWO OF OUR ULTIMATE 383 STROKER BUILD. IT'S A STEP BY STEP BUILD OF
THE TOP END OF A SOON TO BE PAVEMENT POUNDING
PUMP GAS SMALL BLOCK. WHEN IT GOES ON THE
DYNO WE'RE SHOOTING FOR 450 PLUS HORSEPOWER.
(JOE)>> WELCOME TO THE HORSEPOWER SHOP AND PART TWO
OF OUR 383 STROKER BUILD. LAST TIME WE KICKED OFF THIS PROJECT SHOWING YOU DETAILS ON HOW TO BUILD A SHORT BLOCK AND HOW IT MAKES MORE SENSE AND ACTUALLY COSTS LESS MONEY TO BUY NEW PARTS FOR THIS PROJECT THAN IT DOES TO CUSTOM MACHINE YOUR OLD ONES. WE ALSO TOOK TIME TO SHOW YOU SOME VITAL PREBUILD BLUE PRINTING STEPS. HOW TO CHECK FOR CLEARANCES, DEGREE THE CAM SHAFT,
AND PROPERLY ASSEMBLY THE BOTTOM END.
(JOHN)>> NOW IT'S TIME TO TURN OUR ATTENTION TO THE DETAILS OF THE TOP END. AND YES, EVEN THOUGH ALL THESE PARTS FROM SUMMIT RACING ARE BOLT ONS, WELL THERE'S ALWAYS ROOM FOR MORE HORSEPOWER IF YOU'RE WILLING TO TAKE THE TIME TO DO SOME BASIC BLUE PRINTING. AND THE FIRST THING WE WANT TO DO IS DISASSEMBLE THE NEW ALUMINUM CYLINDER HEADS INCLUDING LOCKS, SPRINGS, SEALS, AND SCREW IN STUDS GUIDE PLATES.
(JOE)>> OUR GOAL IS NO MORE THAN 10.5 TO ONE COMPRESSION
RATIO, WHICH IS ABOUT THE LIMIT FOR A PUMP GAS STREET ENGINE. TRUE ENGINE BUILDING IS ALL ABOUT DETAILS, MEASUREMENTS, AND MATH. AND JUST IN CASE YOU WEREN'T PAYING ATTENTION IN MATH CLASS, SUMMIT RACING HAS AN ONLINE CALCULATOR THAT WILL TELL YOU THE FINAL VARIABLE IN DETERMINING COMPRESSION RATIO.
THAT'S THE COMPRESSED THICKNESS OF THE GASKET. WE ALREADY KNOW OUR BORE IS FOURO-30, STROKE IS THREESEVEN-50. ADVERTISED COMBUSTION CHAMBER NUMBER IS 64cc AND OUR PISTON VOLUME IS PLUS SEVEN. BUT HERE'S HOW WE CAN VERIFY THAT COMBUSTION CHAMBER NUMBER.
WITH THE HEAD LEVEL WE'LL GREASE UP A COUPLE OF VALVES AND DROP THEM IN PLACE. THEN SCREW IN THE RIGHT REACH PLUG. PUT A LITTLE MORE GREASE AROUND THE COMBUSTION CHAMBER AND INSTALL THE PLATE. AFTER FILLING THE BARRETTE, CENTER IT OVER THE HOLE, WE'LL FILL THE COMBUSTION CHAMBER UNTIL ALL THE AIR'S OUT. AND THE BARRETTE VERIFIES THE ADVERTISED NUMBER. BACK TO THE CALCULATOR, OUR DECK CLEARANCE IS 15 THOUSANDTHS AND WE'LL ENTER THE MOST COMMON COMPRESSED GASKET THICKNESS, 40 THOUSANDTHS, WHICH GIVES US A 10.49 TO ONE COMPRESSION RATIO. IF THE COMPRESSION RATIO WAS TOO HIGH WE'D USE A THICKER HEAD GASKET, TOO LOW WE'D USE A THINNER ONE.
(JOHN)>> THAT'S WHY WE CHOSE A MULTILAYERED STEEL GASKET, BECAUSE YOU CAN ORDER THEM IN
10 THOUSANDTHS INCREMENTS. AND NOW THAT WE'VE DIALED IN OUR GASKET THICKNESS WE CAN SNUG DOWN THE HEAD SO WE CAN DETERMINE THE CORRECT PUSH ROD LENGTH. AFTER A LITTLE DYE CHEM ON THE VALVE TIPS AND TWO OF OUR ROLLER LIFTERS IN PLACE ON THE NUMBER ONE CYLINDER, WE CAN INSTALL OUR PUSH ROD CHECKER AND LOCK DOWN THE SUMMIT ROLLER ROCKER ARMS.
WE TURNED THE ENGINE OVER TWO COMPLETE ROTATIONS.
NEXT WE CAN REMOVE THE ROCKER ARM AND CHECK THE SWEEP PATTERN. THE CLOSER YOU GET IT TO DEAD CENTER THE LONGER VALVETRAIN PARTS ARE GONNA LAST. NOW YOU CAN CORRECT YOUR SWEEP AREA BY ORDERING LONGER OR SHORTER PUSH RODS, AND SUMMIT RACING CAN ACTUALLY TURN A CUSTOM SET AROUND IN UNDER 48 HOURS.
SINCE WE'VE GOT TO WAIT ON OURS, WE'RE GONNA GET READY ON PORT MATCHING. WE'RE GONNA BE USING THE GASKETS THAT COME SET UP FOR THESE LARGER 200cc INTAKE RUNNERS. PLACING THEM ON THE HEAD SHOWS THAT THEY'RE PRETTY CLOSE. WE'VE JUST GOT A LITTLE BIT OF CLEAN UP ROOM TO DO. BUT ON THE OTHER HAND, MOST INTAKE RUNNERS
ACTUALLY COME SMALL. THAT WAY THEY CAN BE OPENED UP TO WHAT YOU WANT, AND OUR DUAL PLANE HIGH RISE INTAKE IS NO EXCEPTION.
WE'VE TAKEN IT TO AN AREA AWAY FROM THE ENGINE. FIRST PUTTING ON A LITTLE BLUE DYE CHEM AROUND EACH RUNNER ENTRY. THEN USE BOLTS TO PROPERLY LOCATE AND HOLD THE GASKET. SCRIBE AROUND THE PORTS, THEN SLOWLY WORK METAL AWAY WITH A CARBIDE BURR AND FINISH UP BLENDING IT OUT TO THE SCRIBE LINE. NOW YOU REALLY NEED TO PLAN THE BETTER PART OF A DAY FOR THIS JOB, BUT WHEN YOU'RE DONE HERE'S HOW THE INTAKE AND GASKETS CAN LINE UP. BUT WHEN YOU'RE GOING FOR THOSE BIG HORSEPOWER
NUMBERS, THAT TIME CAN BE WELL WORTH IT. BUT YOU COULD STILL BE LEAVING A LOT OF POWER ON THE TABLE IF YOU DON'T FIT THAT INTAKE TO THE HEADS. SO I CUT AWAY AN INTAKE MANIFOLD TO SHOW YOU GUYS WHAT IMPROPER RUNNER ALIGNMENT LOOKS LIKE. THIS WILL CAUSED TURBULENCE AND CAN COST BIG HORSEPOWER. NOW THE WAY YOU CAN CHECK YOURS IS BY LINING UP THE BOLT HOLES. NOW IF THEY DON'T LINE UP YOU CAN CORRECT IT BY ADDING AN EXTRA GASKET TO RAISE IT, A THINNER GASKET TO LOWER IT, OR IN EXTREME CASES HAVING THE INTAKE MILLED. NOW YES YOU CAN JUST ELONGATE THE BOLT HOLES AND GET THE INTAKE TO FIT, BUT THAT MISALIGNED RUNNER CAN ACTUALLY COST ANYWHERE FROM 20 TO 50 HORSEPOWER. WE'RE GONNA GET THESE HEADS OFF AND GET THEM OVER TO THE DIRTY ROOM SO WE CAN FINISH UP THEIR CLEAN UP WORK. SINCE WE'VE ALREADY GOT PORT MATCHED CNC RUNNERS, WE'RE JUST GONNA MAKE SURE WE DON'T HAVE ANY SHARP EDGES, BLEND EVERYTHING TOGETHER. THAT'S IT FOR THE PORT WORK ON THE HEADS. NEXT IS ANOTHER LITTLE BLUE PRINTING STEP. TOUCHING UP THE OIL RETURN HOLES CAN HELP GET THE OLD DOWN TO THE PAN QUICKER. AFTER THIS WE'LL GET THESE BABIES CLEANED UP AND SHOW YOU SOME PRECISION VALVE TRAIN TECH.
(JOE)>> IT GOES WITHOUT SAYING, THESE NEW STREET/STRIP HEADS ARE READY TO BOLT ON RIGHT OUT OF THE BOX. BUT WE'VE BEEN TAKING TIME TO COMPLETELY MESSAGE IT. THAT WAY WE CAN SQUEEZE EVERY BIT OF PERFORMANCE POSSIBLE OUT OF THE 383 STROKER. AND NEXT WE WANT TO MAKE SURE THAT THE NEW LARGER DIAMETER VALVES AREN'T TOO CLOSE TO THE PISTONS. WE START BY PUTTING A LITTLE MODELING CLAY INTO THE PISTON VALVE POCKETS. ADD A LITTLE MOTOR OIL TO KEEP THE VALVE FROM STICKING TO THE CLAY. ADD THE GASKET, AND WITH TWO CHECKER SPRINGS IN THE NUMBER ONE CYLINDER WE SNUG DOWN THE HEAD. THEN ADD TWO OF THE HYDRAULIC LIFTERS, PUSH RODS, AND ROCKER ARMS, ADJUST THE ROCKERS TO ZERO LASH. ROTATE THE ENGINE FOUR COMPLETE ROTATIONS AND REMOVE THE HEAD.
LOOKS LIKE WE ONLY HAVE A TINY INDENTION FROM THE INTAKE VALVE, WHICH MEANS WE HAVE PLENTY OF CLEARANCE
FROM THE VALVES DOWN TO THE PISTON. NOW REMEMBER, THE MINIMUM CLEARANCE SHOULD BE 100 THOUSANDTHS, THAT'S WHY IT'S ALWAYS IMPORTANT TO CHECK THIS.
(JOHN)>> OUR NEW STAINLESS STEEL VALVES ARE BIGGER, LIGHTER, AND STRONGER THAN THE ORIGINAL FACTORY ONES. NOW THEY'RE ALSO UNDERCUT RIGHT HERE TO HELP THAT AIR FLOW OUT INTO THE COMBUSTION CHAMBER A LOT BETTER. NOW TO MAKE SURE OUR VALVES ARE PERFECTLY MATED WITH OUR SEATS WE'RE GONNA LAP THEM IN. FIRST WE'LL PUT A LITTLE MACHINIST DYE ON THE SEAT
FOR A VISUAL REFERENCE. THEN APPLY LOCTITE LAPPING COMPOUND TO THE FACE OF THE VALVE AND INSTALL IT. THEN USE A LAPPING STICK AND SPIN THE VALVES, LIFTING AND ROTATING, UNTIL THE VALVE SEAT IS COMPLETELY LAPPED IN.
ONCE YOU'VE DONE ENOUGH OF THESE YOU CAN ACTUALLY HEAR WHEN IT'S SEATED. THIS IS IMPORTANT BECAUSE THE EXHAUST VALVES CAN SEE TEMPERATURES UP TO 1,500 DEGREES.
NOW THIS LITTLE 40 THOUSANDTHS SEAT AREA IS THE ONLY WAY THE VALVE HAS TO DISSIPATE HEAT AND IT MOMENTARILY CONTACTS THE SEAT. NOW SINCE WE'VE ALREADY GOT OUR CYLINDER HEADS APART, IT'S GOOD ENGINE BUILDING PRACTICE TO GO AHEAD AND VERIFY YOUR SPRING PRESSURE, AND OURS ARE SETUP FOR A HYDRAULIC ROLLER. EACH ONE HAS AN INNER AND AN OUTER SPRING, AND A DEADENER THAT WILL HELP STABILIZE IT UP TO 7,000 RPM. FIRST WE NEED TO KNOW THE INSTALLED HEIGHT.
THE CHECKER WILL SHOW US THE EXACT DISTANCE BETWEEN THE SPRING PAD ON THE HEAD AND THE BOTTOM OF THE RETAINER. OURS IS AN INCH-800. NEXT WE'LL CHECK EACH SPRING FOR ITS INSTALLED SEAT
PRESSURE AND WE'RE LOOKING FOR NO MORE THAN 125 POUNDS. MORE THAN THAT COULD LEAD TO A BENT PUSH ROD OR A COLLAPSED LIFTER.
NOW WE NEED TO VERIFY OUR OPEN PRESSURE. NOW WHAT THAT IS IS WHEN THE VALVE IS OPEN FROM THE CAM
SHAFT, THE AMOUNT OF PRESSURE THE SPRING'S MAKING TO CLOSE IT SHUT. NOW WHAT WE'RE LOOKING FOR IS ABOUT 350 POUNDS.
THE REASON WE NEED THAT MUCH IS BECAUSE AT HIGHER RPM'S IT'LL CLOSE THAT VALVE AND KEEP IT CLOSED, KEEPING US FROM FLOATING THE VALVES. OUR ROLLER CAM HAS 550 THOUSANDTHS INCH OF LIFT. NOW WE SUBTRACT THAT FROM OUR INSTALL HEIGHT OF AN INCH-800 AND THAT LEAVES US AN INCH-250. SO WE'LL SET OUR INSTALL HEIGHT CHECKER TO THAT AND THEN RECHECK ALL OUR SPRINGS. AND AT 340 PLUS POUNDS WE'LL BE JUST FINE. NOW WE'VE ALL HEARD THE TERM COIL BIND BEFORE. NOW WHAT THAT BASICALLY IS IS WHEN THE SPRING IS
COMPLETELY COMPRESSED AND THE COILS ARE ACTUALLY TOUCHING. THAT CAN CAUSE ONE TO BREAK AND IT COSTS YOU A MOTOR. NOW WE'RE USING A SET OF DIAL CALIPERS TO SHOW YOU HOW TO CHECK FOR IT. COMPRESS THE SPRING TO MAX LIFT. ONCE YOU'VE FOUND IT, COMPRESS THE SPRING UNTIL IT PHYSICALLY STOPS. WE'VE GOT 100 THOUSANDTHS CLEARANCE, WHICH IS THE EXACT MINIMUM. NOW WE CAN PUT OUR HEADS BACK TOGETHER. FIRST WITH A LITTLE OIL AND ALL THE GUIDES. THEN RUBBER A LITTLE WHITE LITHIUM GREASE
ON THE VALVE STEMS. AND WHEN I INSTALL EACH VALVE I LIKE TO SPIN IT, WHICH INSURES I'VE GOT ADEQUATE CLEARANCE. THEN REINSTALL THE SHIMS WITH SOME GREASE UNDERNEATH THEM TO HELP HOLD THEM IN PLACE. NEXT I CAN REINSTALL THE VALVE GUIDE SEALS ALONG WITH THE SPRINGS AND RETAINER. AND FINALLY TO HOLD EVERYTHING IN PLACE DROP IN THE LOCKS. NOW I'VE GOT A LITTLE TRICK I WANT TO SHOW YOU GUYS TO MAKE SURE THOSE LOCKS ARE IN PLACE AND SEATED SECURELY. JUST GET YOU A SOFT RUBBER MALLET AND WHACK A MOLE LIGHTLY A COUPLE OF TIMES. IF THAT LOCK IS GONNA COME OUT, ON THE TABLE IS WHEN YOU WANT THAT TO HAPPEN.
NOT IN THE DYNO ROOM, OR IN THE CAR ON THE FIRST FIRE UP. SINCE WE'VE GOT EVERYTHING TORE DOWN, CHECKED, AND CLEANED AND REASSEMBLED WE'RE FINALLY READY TO GET ON THAT TOP END.
(JOE)>> BEFORE WE START ASSEMBLING OUR STROKER ENGINE'S TOP END, WE'VE GOT A COUPLE OF FINAL DETAILS TO HANDLE ON THE BLOCK. FIRST OF WHICH IS INSTALLING THIS BILLET POINTER THAT NEEDS TO BE SET UP AT TOP DEAD CENTER. SO WITH A BRIDGE OVER THE NUMBER ONCE CYLINDER, AND
ROTATE THE ENGINE UNTIL THAT CYLINDER'S AT THE TOP OF THE ITS STROKE. THEN WE CAN ADJUST OUR POINTER TO ZERO ON THE BALANCER BAR, LOCK IT IN PLACE, AND WE'VE INSURED ACCURATE IGNITION TIMING. WE DO LIKE TO SOAK THE LIFTERS IN OIL BUT JUST
FOR A FEW MINUTES TO GET THE ROLLER BEARINGS COMPLETELY LUBED. TO KEEP THE LIFTERS FROM SPINNING WE INSTALL THESE LIFTER GUIDES. AND TO MAKE SURE THEY STAY IN THE LIFTER BORES THIS GUIDE HOLD DOWN. WE'RE USING MULTILAYER HEAD GASKETS, BUT TO INSURE WE GET A PERFECT SEAL WITH THEM WE'RE GONNA COAT EACH ONE WITH LOCTITE HIGH TACK GASKET SEALER. AFTER 10, 15 MINUTES WHEN IT STARTS TO GET STICKY WE CAN LAY THE GASKET ON THE DECK AND PUT THE HEAD IN PLACE.
(JOHN)>> REMEMBER WE'RE USING A FACTORY STYLE BLOCK, WHICH DOES NOT HAVE LINED BOLT HOLES. OUR ARP BOLTS GO ALL THE WAY THROUGH TO THE WATER JACKET. SO WE HAVE TO COAT THE THREADS WITH HEAD BOLT WATER JACKET SEALANT. WITHOUT THIS WATER COULD PUSH THROUGH THE THREADS AND CAUSE ALL SORTS OF PROBLEMS. THERE ARE TWO VERY IMPORTANT STEPS TO TORQUING DOWN HEAD BOLTS THAT I WANT TO STRESS. FIRST IS THE FACT THAT YOU NEED TO TORQUE THEM FROM THE CENTER OUT. OTHERWISE YOU'LL HAVE UNEVEN CLAMPING AND YOU WILL BLOW A HEAD GASKET. THE SECOND IS TO TORQUE THEM IN THE SEQUENCE. WE STARTED AT 45 FOOT POUNDS, STEPPING UP TO 55, AND THEN THE FINAL TORQUE SPECS VARY
ACCORDING TO THE ENGINE. MLS HEAD GASKETS ARE DESIGNED TO EXPAND AND CONTRACT. THIS WAY EACH ONE GETS COMPLETELY COMPRESSED. WITH THE GUIDE PLATES INSTALLED, A LITTLE ASSEMBLY LUBE ON BOTH ENDS OF THE PUSH RODS WILL KEEP THEM FROM GALLING DURING THAT CRITICAL MOMENT
OF INITIAL FIRE UP. THEN WE CAN DROP ON OUR SUMMIT ONEFIVE RATIO ROCKER ARMS. AND HERE'S A SIMPLE WAY TO KNOW WHEN IT'S TIME TO LASH THE VALVES. WHEN THE EXHAUST VALVE STARTS TO OPEN, YOU CAN SET THE INTAKE LASH.
WHEN THE INTAKE STARTS TO CLOSE YOU CAN SET THE EXHAUST. AND ON A HYDRAULIC CAM SHAFT EACH ONE GETS A HALF A TURN PAST ZERO LASH. NOW THAT OUR LONG BLOCK IS COMPLETE WE CAN POUR IN ROYAL PURPLE BREAK IN OIL. HOOK UP A TEMPORARY OIL PRESSURE GAUGE, THEN USE THE
TIMING TOOL TO SPIN THE OIL PUMP SHAFT TO MAKE SURE THERE'S ADEQUATE OILING. NOW BELIEVE IT OR NOT, ACTUALLY FIRING UP A BRAND NEW MOTOR LIKE THIS WITHOUT A PROPER PRIME CAN ACTUALLY COST YOU UP TO 80 PERCENT OF YOUR BEARING LIFE IN THE FIRST 30 SECONDS. KINDA MAKES IT WORTH THE TIME DON'T IT?
(JOE)>> THE INTAKE'S NEXT, AND TO KEEP ITS GASKET IN PLACE WE'LL USE THIS HANDY HIGH TACK STICK. PLUS WE'LL LAY DOWN A NICE WELDING BEAD OF SILICONE FRONT AND BACK. THEN AFTER LAYING DOWN THE GASKETS, WE CAREFULLY DROP THE INTAKE IN PLACE. NEXT A VISUAL CHECK OF HOW OUR RUNNERS LINE UP.
(JOHN)>> MAN IT DON'T KNOW BETTER THAN THAT RIGHT THERE.
(JOE)>> NOW SINCE OUR FOUR QUARTER BOLT HOLES ARE BLIND, THESE ONLY REQUIRE SOME BOLT LUBE. THE EIGHT CENTER BOLT HOLES GO INTO THE LIFTER VALLEY
WHERE OIL SPLASHES AROUND. SO WE'LL COAT THESE THREADS WITH SEALANT. HERE'S A LITTLE TIP TO INSURE A QUICK, EASY FIRST TIME FIRE UP. INSTEAD OF BRINGING THE MARK UP TO ZERO ON THE TIMING POINTER ON THE COMPRESSION STROKE, BRING IT UP TO 25 DEGREES BEFORE TOP DEAD CENTER.
(JOHN)>> SINCE WE'RE RUNNING A CAST CAM SHAFT, WE CAN USE THE STEEL GEAR THAT COMES IN OUR NEW HEI DISTRIBUTOR. DON'T FORGET TO LUBE THOUGH. AND AS WE INSTALL IT WE WANT TO MAKE SURE THAT THE ROTOR BUTTON IS POINTING TO THE NUMBER ONE CYLINDER. THIS WILL GIVE US 25 DEGREES OF INITIAL TIMING, WHICH SHOULD LIGHT RIGHT OFF,. BEFORE WE CAN MAKE UP OUR SET OF CUSTOM PLUG WIRES,
WE NEED TO INSTALL OUR VALVE COVERS AND MOCK UP OUR HEADERS. WE'RE USING THESE BILLET ALUMINUM WIRE LOOMS AND WANT TO MAKE SURE EVERYTHING'S NEAT AND AWAY FROM THE EXHAUST.
OUR ETHREE DIAMOND FIRES WILL GET A LITTLE ANTISEIZE
TO AVOID DAMAGING THREADS ON THE NEXT PLUG CHANGE. ATTACH OUR BOOT ENDS, ROUTE OUR WIRES TO THE LOOMS, AND LOCK THEM IN PLACE.
NOW WE CAN CUT THEM TO LENGTH, CRIMP THE ENDS ON, AND WITH BOOTS INSTALLED ADD SOME DYE ELECTRIC GREASE SO THE BOOTS DON'T FUSE TO THE TERMINALS. AND NOW WE HAVE AN ALMOST DYNO READY 383 STROKER.
(JOE)>> WE'RE GETTING OUR STREET/STRIP STROKER READY FOR THE DYNO. IT'S A FULLY BLUE PRINTED 10.5 TO ONE COMPRESSION, 383
CUBIC INCH SMALL BLOCK WITH A HYDRAULIC ROLLER VALVE TRAIN, 200cc ALUMINUM HEADS, AND PORTED
DUAL PLANE INTAKE. WE'RE SHOOTING FOR AT LEAST 450 HORSEPOWER ON PREMIUM PUMP GAS.
(MIKE)>> THAT FUEL'S GONNA FEED THIS SUMMIT 750 CFM CARB. NOW IT HAS MECHANICAL SECONDARIES AND A MECHANICAL CHOKE. IT'S GOT 77 JETS IN THE PRIMARIES, 79'S IN THE SECONDARIES, AND THAT'S GOING TO BE OUR STARTING POINT. PLUS IT'S BEEN TUMBLE POLISHED TO GIVE IT THAT SHINY FINISH. WE'RE RUNNING OUR EXHAUST THROUGH A PAIR OF MAGNAFLOW
STAINLESS MUFFLERS, JUST LIKE YOU'D USE ON THE STREET. NOW THE STROKER FIRES RIGHT UP, AND AT 750 RPM IT'S GOT A NICE, SMOOTH IDLE. AFTER GOING THROUGH THE USUAL BREAK IN CYCLES WE TYPICALLY MAKE ABOUT EIGHT RUNS TO MAKE SURE THE RINGS ARE SEALED. THE VALVE LASH IS GOOD AND AIR TO FUEL IS WHERE WE WANT IT. S
(JOHN)>> SO FAR ALL THE RUNS ARE PRETTY CONSISTENT, LIKE THIS ONE, AT 6,000 RPM, 453 HORSEPOWER, 463 FOOT POUNDS OF TORQUE. THE ENGINE SEEMS TO BE A TAD LEAN AT THE TOP END THOUGH. SO WE'LL GIVE IT A LITTLE BIT MORE FUEL BY GOING UP A JET SIZE IN THE REAR. [ engine revving ]
(MIKE)>> 459, 472!
(JOHN)>> OUR TIMING'S SET AT 34 DEGREES, AND THE ENGINE SEEMS TO LIKE IT THERE.
ONE MORE PULL TO 6,000.
461, 472!
(MIKE)>> TORQUE STAYED RIGHT WHERE IT SHOULD HAVE BEEN AT 4,300. OIL PRESSURE'S GOOD, AIR/FUELS ARE NICE, WATER TEMP WAS CONSISTENT, STEADY.
(JOHN)>> 6,000.
(MIKE)>> VERY NICE.
(JOHN)>> IT'S 4,300 ALL DAY ON TORQUE.
(MIKE)>> YEAH, GOOD LITTLE STREET MOTOR.
(JOHN)>> SWEET, SOMEBODY WILL BE HAPPY.
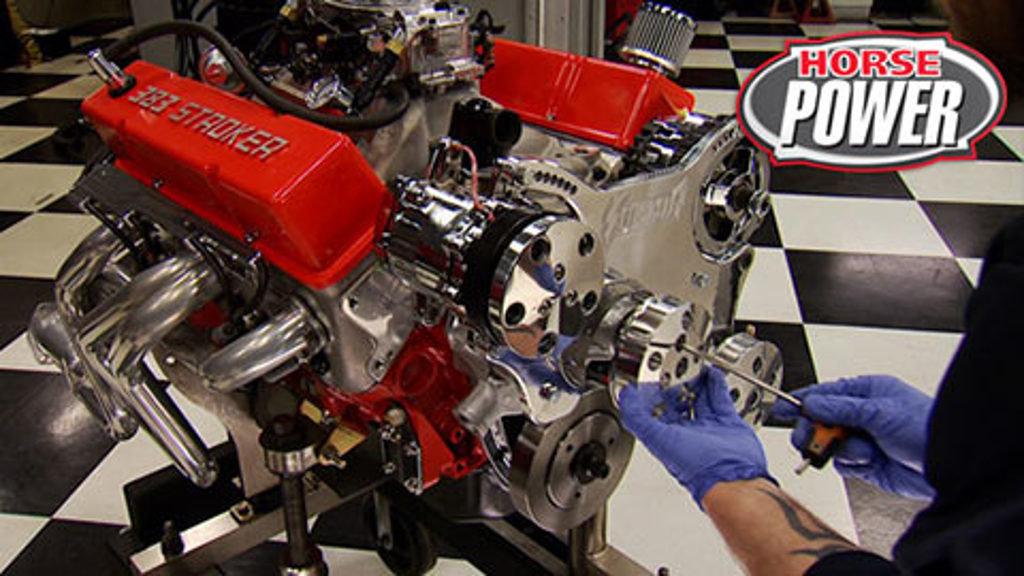
(JOE)>> THAT'S IT FOR THE DYNO BUT NOT THE ENGINE. TO GET THIS THING READY TO DROP INTO A HOT ROD OR JUST ABOUT ANY BOWTIE VEHICLE, WE'RE GONNA INSTALL A SERPENTINE SYSTEM. A BILLET SETUP WITH ALUMINUM WATER PUMP, ALTERNATOR, A/C COMPRESSOR, POWER STEERING PUMP, AND ALL
THE TENSIONERS, PULLEYS, AND BRACKETS.
AND A NEW AIR CLEANER TOPS IT OFF AND THIS THING IS ROAD READY. A LOT OF YOU HAVE ASKED US WHAT HAPPENS TO PROJECT ENGINES LIKE THIS ONCE THEY'RE FINISHED? AND IN THE CASE OF THIS ONE, WELL THE ANSWER IS WE DON'T KNOW. IT COULD BE GOING INTO YOUR VEHICLE IF YOU'RE VEHICLE IF YOU'RE THE WINNER OF THE POWERBLOCK TV ULTIMATE FAN CONTEST. THE WINNER GETS THE 383 STROKER, SHOP TOOLS TO INSTALL IT, AND A PRIZE PACKAGE MORE WORTH $10,000 DOLLARS. ALL YOU HAVE TO DO IS TELL US WHY YOU'RE THE ULTIMATE POWERBLOCK TV FAN. YOU CAN FIND DETAILS ON OUR WEBSITE OR ON OUR FACEBOOK PAGE.
YOU CAN FIND US HERE NEXT TIME.
Show Full Transcript
(JOE)>> WELCOME TO THE HORSEPOWER SHOP AND PART TWO
OF OUR 383 STROKER BUILD. LAST TIME WE KICKED OFF THIS PROJECT SHOWING YOU DETAILS ON HOW TO BUILD A SHORT BLOCK AND HOW IT MAKES MORE SENSE AND ACTUALLY COSTS LESS MONEY TO BUY NEW PARTS FOR THIS PROJECT THAN IT DOES TO CUSTOM MACHINE YOUR OLD ONES. WE ALSO TOOK TIME TO SHOW YOU SOME VITAL PREBUILD BLUE PRINTING STEPS. HOW TO CHECK FOR CLEARANCES, DEGREE THE CAM SHAFT,
AND PROPERLY ASSEMBLY THE BOTTOM END.
(JOHN)>> NOW IT'S TIME TO TURN OUR ATTENTION TO THE DETAILS OF THE TOP END. AND YES, EVEN THOUGH ALL THESE PARTS FROM SUMMIT RACING ARE BOLT ONS, WELL THERE'S ALWAYS ROOM FOR MORE HORSEPOWER IF YOU'RE WILLING TO TAKE THE TIME TO DO SOME BASIC BLUE PRINTING. AND THE FIRST THING WE WANT TO DO IS DISASSEMBLE THE NEW ALUMINUM CYLINDER HEADS INCLUDING LOCKS, SPRINGS, SEALS, AND SCREW IN STUDS GUIDE PLATES.
(JOE)>> OUR GOAL IS NO MORE THAN 10.5 TO ONE COMPRESSION
RATIO, WHICH IS ABOUT THE LIMIT FOR A PUMP GAS STREET ENGINE. TRUE ENGINE BUILDING IS ALL ABOUT DETAILS, MEASUREMENTS, AND MATH. AND JUST IN CASE YOU WEREN'T PAYING ATTENTION IN MATH CLASS, SUMMIT RACING HAS AN ONLINE CALCULATOR THAT WILL TELL YOU THE FINAL VARIABLE IN DETERMINING COMPRESSION RATIO.
THAT'S THE COMPRESSED THICKNESS OF THE GASKET. WE ALREADY KNOW OUR BORE IS FOURO-30, STROKE IS THREESEVEN-50. ADVERTISED COMBUSTION CHAMBER NUMBER IS 64cc AND OUR PISTON VOLUME IS PLUS SEVEN. BUT HERE'S HOW WE CAN VERIFY THAT COMBUSTION CHAMBER NUMBER.
WITH THE HEAD LEVEL WE'LL GREASE UP A COUPLE OF VALVES AND DROP THEM IN PLACE. THEN SCREW IN THE RIGHT REACH PLUG. PUT A LITTLE MORE GREASE AROUND THE COMBUSTION CHAMBER AND INSTALL THE PLATE. AFTER FILLING THE BARRETTE, CENTER IT OVER THE HOLE, WE'LL FILL THE COMBUSTION CHAMBER UNTIL ALL THE AIR'S OUT. AND THE BARRETTE VERIFIES THE ADVERTISED NUMBER. BACK TO THE CALCULATOR, OUR DECK CLEARANCE IS 15 THOUSANDTHS AND WE'LL ENTER THE MOST COMMON COMPRESSED GASKET THICKNESS, 40 THOUSANDTHS, WHICH GIVES US A 10.49 TO ONE COMPRESSION RATIO. IF THE COMPRESSION RATIO WAS TOO HIGH WE'D USE A THICKER HEAD GASKET, TOO LOW WE'D USE A THINNER ONE.
(JOHN)>> THAT'S WHY WE CHOSE A MULTILAYERED STEEL GASKET, BECAUSE YOU CAN ORDER THEM IN
10 THOUSANDTHS INCREMENTS. AND NOW THAT WE'VE DIALED IN OUR GASKET THICKNESS WE CAN SNUG DOWN THE HEAD SO WE CAN DETERMINE THE CORRECT PUSH ROD LENGTH. AFTER A LITTLE DYE CHEM ON THE VALVE TIPS AND TWO OF OUR ROLLER LIFTERS IN PLACE ON THE NUMBER ONE CYLINDER, WE CAN INSTALL OUR PUSH ROD CHECKER AND LOCK DOWN THE SUMMIT ROLLER ROCKER ARMS.
WE TURNED THE ENGINE OVER TWO COMPLETE ROTATIONS.
NEXT WE CAN REMOVE THE ROCKER ARM AND CHECK THE SWEEP PATTERN. THE CLOSER YOU GET IT TO DEAD CENTER THE LONGER VALVETRAIN PARTS ARE GONNA LAST. NOW YOU CAN CORRECT YOUR SWEEP AREA BY ORDERING LONGER OR SHORTER PUSH RODS, AND SUMMIT RACING CAN ACTUALLY TURN A CUSTOM SET AROUND IN UNDER 48 HOURS.
SINCE WE'VE GOT TO WAIT ON OURS, WE'RE GONNA GET READY ON PORT MATCHING. WE'RE GONNA BE USING THE GASKETS THAT COME SET UP FOR THESE LARGER 200cc INTAKE RUNNERS. PLACING THEM ON THE HEAD SHOWS THAT THEY'RE PRETTY CLOSE. WE'VE JUST GOT A LITTLE BIT OF CLEAN UP ROOM TO DO. BUT ON THE OTHER HAND, MOST INTAKE RUNNERS
ACTUALLY COME SMALL. THAT WAY THEY CAN BE OPENED UP TO WHAT YOU WANT, AND OUR DUAL PLANE HIGH RISE INTAKE IS NO EXCEPTION.
WE'VE TAKEN IT TO AN AREA AWAY FROM THE ENGINE. FIRST PUTTING ON A LITTLE BLUE DYE CHEM AROUND EACH RUNNER ENTRY. THEN USE BOLTS TO PROPERLY LOCATE AND HOLD THE GASKET. SCRIBE AROUND THE PORTS, THEN SLOWLY WORK METAL AWAY WITH A CARBIDE BURR AND FINISH UP BLENDING IT OUT TO THE SCRIBE LINE. NOW YOU REALLY NEED TO PLAN THE BETTER PART OF A DAY FOR THIS JOB, BUT WHEN YOU'RE DONE HERE'S HOW THE INTAKE AND GASKETS CAN LINE UP. BUT WHEN YOU'RE GOING FOR THOSE BIG HORSEPOWER
NUMBERS, THAT TIME CAN BE WELL WORTH IT. BUT YOU COULD STILL BE LEAVING A LOT OF POWER ON THE TABLE IF YOU DON'T FIT THAT INTAKE TO THE HEADS. SO I CUT AWAY AN INTAKE MANIFOLD TO SHOW YOU GUYS WHAT IMPROPER RUNNER ALIGNMENT LOOKS LIKE. THIS WILL CAUSED TURBULENCE AND CAN COST BIG HORSEPOWER. NOW THE WAY YOU CAN CHECK YOURS IS BY LINING UP THE BOLT HOLES. NOW IF THEY DON'T LINE UP YOU CAN CORRECT IT BY ADDING AN EXTRA GASKET TO RAISE IT, A THINNER GASKET TO LOWER IT, OR IN EXTREME CASES HAVING THE INTAKE MILLED. NOW YES YOU CAN JUST ELONGATE THE BOLT HOLES AND GET THE INTAKE TO FIT, BUT THAT MISALIGNED RUNNER CAN ACTUALLY COST ANYWHERE FROM 20 TO 50 HORSEPOWER. WE'RE GONNA GET THESE HEADS OFF AND GET THEM OVER TO THE DIRTY ROOM SO WE CAN FINISH UP THEIR CLEAN UP WORK. SINCE WE'VE ALREADY GOT PORT MATCHED CNC RUNNERS, WE'RE JUST GONNA MAKE SURE WE DON'T HAVE ANY SHARP EDGES, BLEND EVERYTHING TOGETHER. THAT'S IT FOR THE PORT WORK ON THE HEADS. NEXT IS ANOTHER LITTLE BLUE PRINTING STEP. TOUCHING UP THE OIL RETURN HOLES CAN HELP GET THE OLD DOWN TO THE PAN QUICKER. AFTER THIS WE'LL GET THESE BABIES CLEANED UP AND SHOW YOU SOME PRECISION VALVE TRAIN TECH.
(JOE)>> IT GOES WITHOUT SAYING, THESE NEW STREET/STRIP HEADS ARE READY TO BOLT ON RIGHT OUT OF THE BOX. BUT WE'VE BEEN TAKING TIME TO COMPLETELY MESSAGE IT. THAT WAY WE CAN SQUEEZE EVERY BIT OF PERFORMANCE POSSIBLE OUT OF THE 383 STROKER. AND NEXT WE WANT TO MAKE SURE THAT THE NEW LARGER DIAMETER VALVES AREN'T TOO CLOSE TO THE PISTONS. WE START BY PUTTING A LITTLE MODELING CLAY INTO THE PISTON VALVE POCKETS. ADD A LITTLE MOTOR OIL TO KEEP THE VALVE FROM STICKING TO THE CLAY. ADD THE GASKET, AND WITH TWO CHECKER SPRINGS IN THE NUMBER ONE CYLINDER WE SNUG DOWN THE HEAD. THEN ADD TWO OF THE HYDRAULIC LIFTERS, PUSH RODS, AND ROCKER ARMS, ADJUST THE ROCKERS TO ZERO LASH. ROTATE THE ENGINE FOUR COMPLETE ROTATIONS AND REMOVE THE HEAD.
LOOKS LIKE WE ONLY HAVE A TINY INDENTION FROM THE INTAKE VALVE, WHICH MEANS WE HAVE PLENTY OF CLEARANCE
FROM THE VALVES DOWN TO THE PISTON. NOW REMEMBER, THE MINIMUM CLEARANCE SHOULD BE 100 THOUSANDTHS, THAT'S WHY IT'S ALWAYS IMPORTANT TO CHECK THIS.
(JOHN)>> OUR NEW STAINLESS STEEL VALVES ARE BIGGER, LIGHTER, AND STRONGER THAN THE ORIGINAL FACTORY ONES. NOW THEY'RE ALSO UNDERCUT RIGHT HERE TO HELP THAT AIR FLOW OUT INTO THE COMBUSTION CHAMBER A LOT BETTER. NOW TO MAKE SURE OUR VALVES ARE PERFECTLY MATED WITH OUR SEATS WE'RE GONNA LAP THEM IN. FIRST WE'LL PUT A LITTLE MACHINIST DYE ON THE SEAT
FOR A VISUAL REFERENCE. THEN APPLY LOCTITE LAPPING COMPOUND TO THE FACE OF THE VALVE AND INSTALL IT. THEN USE A LAPPING STICK AND SPIN THE VALVES, LIFTING AND ROTATING, UNTIL THE VALVE SEAT IS COMPLETELY LAPPED IN.
ONCE YOU'VE DONE ENOUGH OF THESE YOU CAN ACTUALLY HEAR WHEN IT'S SEATED. THIS IS IMPORTANT BECAUSE THE EXHAUST VALVES CAN SEE TEMPERATURES UP TO 1,500 DEGREES.
NOW THIS LITTLE 40 THOUSANDTHS SEAT AREA IS THE ONLY WAY THE VALVE HAS TO DISSIPATE HEAT AND IT MOMENTARILY CONTACTS THE SEAT. NOW SINCE WE'VE ALREADY GOT OUR CYLINDER HEADS APART, IT'S GOOD ENGINE BUILDING PRACTICE TO GO AHEAD AND VERIFY YOUR SPRING PRESSURE, AND OURS ARE SETUP FOR A HYDRAULIC ROLLER. EACH ONE HAS AN INNER AND AN OUTER SPRING, AND A DEADENER THAT WILL HELP STABILIZE IT UP TO 7,000 RPM. FIRST WE NEED TO KNOW THE INSTALLED HEIGHT.
THE CHECKER WILL SHOW US THE EXACT DISTANCE BETWEEN THE SPRING PAD ON THE HEAD AND THE BOTTOM OF THE RETAINER. OURS IS AN INCH-800. NEXT WE'LL CHECK EACH SPRING FOR ITS INSTALLED SEAT
PRESSURE AND WE'RE LOOKING FOR NO MORE THAN 125 POUNDS. MORE THAN THAT COULD LEAD TO A BENT PUSH ROD OR A COLLAPSED LIFTER.
NOW WE NEED TO VERIFY OUR OPEN PRESSURE. NOW WHAT THAT IS IS WHEN THE VALVE IS OPEN FROM THE CAM
SHAFT, THE AMOUNT OF PRESSURE THE SPRING'S MAKING TO CLOSE IT SHUT. NOW WHAT WE'RE LOOKING FOR IS ABOUT 350 POUNDS.
THE REASON WE NEED THAT MUCH IS BECAUSE AT HIGHER RPM'S IT'LL CLOSE THAT VALVE AND KEEP IT CLOSED, KEEPING US FROM FLOATING THE VALVES. OUR ROLLER CAM HAS 550 THOUSANDTHS INCH OF LIFT. NOW WE SUBTRACT THAT FROM OUR INSTALL HEIGHT OF AN INCH-800 AND THAT LEAVES US AN INCH-250. SO WE'LL SET OUR INSTALL HEIGHT CHECKER TO THAT AND THEN RECHECK ALL OUR SPRINGS. AND AT 340 PLUS POUNDS WE'LL BE JUST FINE. NOW WE'VE ALL HEARD THE TERM COIL BIND BEFORE. NOW WHAT THAT BASICALLY IS IS WHEN THE SPRING IS
COMPLETELY COMPRESSED AND THE COILS ARE ACTUALLY TOUCHING. THAT CAN CAUSE ONE TO BREAK AND IT COSTS YOU A MOTOR. NOW WE'RE USING A SET OF DIAL CALIPERS TO SHOW YOU HOW TO CHECK FOR IT. COMPRESS THE SPRING TO MAX LIFT. ONCE YOU'VE FOUND IT, COMPRESS THE SPRING UNTIL IT PHYSICALLY STOPS. WE'VE GOT 100 THOUSANDTHS CLEARANCE, WHICH IS THE EXACT MINIMUM. NOW WE CAN PUT OUR HEADS BACK TOGETHER. FIRST WITH A LITTLE OIL AND ALL THE GUIDES. THEN RUBBER A LITTLE WHITE LITHIUM GREASE
ON THE VALVE STEMS. AND WHEN I INSTALL EACH VALVE I LIKE TO SPIN IT, WHICH INSURES I'VE GOT ADEQUATE CLEARANCE. THEN REINSTALL THE SHIMS WITH SOME GREASE UNDERNEATH THEM TO HELP HOLD THEM IN PLACE. NEXT I CAN REINSTALL THE VALVE GUIDE SEALS ALONG WITH THE SPRINGS AND RETAINER. AND FINALLY TO HOLD EVERYTHING IN PLACE DROP IN THE LOCKS. NOW I'VE GOT A LITTLE TRICK I WANT TO SHOW YOU GUYS TO MAKE SURE THOSE LOCKS ARE IN PLACE AND SEATED SECURELY. JUST GET YOU A SOFT RUBBER MALLET AND WHACK A MOLE LIGHTLY A COUPLE OF TIMES. IF THAT LOCK IS GONNA COME OUT, ON THE TABLE IS WHEN YOU WANT THAT TO HAPPEN.
NOT IN THE DYNO ROOM, OR IN THE CAR ON THE FIRST FIRE UP. SINCE WE'VE GOT EVERYTHING TORE DOWN, CHECKED, AND CLEANED AND REASSEMBLED WE'RE FINALLY READY TO GET ON THAT TOP END.
(JOE)>> BEFORE WE START ASSEMBLING OUR STROKER ENGINE'S TOP END, WE'VE GOT A COUPLE OF FINAL DETAILS TO HANDLE ON THE BLOCK. FIRST OF WHICH IS INSTALLING THIS BILLET POINTER THAT NEEDS TO BE SET UP AT TOP DEAD CENTER. SO WITH A BRIDGE OVER THE NUMBER ONCE CYLINDER, AND
ROTATE THE ENGINE UNTIL THAT CYLINDER'S AT THE TOP OF THE ITS STROKE. THEN WE CAN ADJUST OUR POINTER TO ZERO ON THE BALANCER BAR, LOCK IT IN PLACE, AND WE'VE INSURED ACCURATE IGNITION TIMING. WE DO LIKE TO SOAK THE LIFTERS IN OIL BUT JUST
FOR A FEW MINUTES TO GET THE ROLLER BEARINGS COMPLETELY LUBED. TO KEEP THE LIFTERS FROM SPINNING WE INSTALL THESE LIFTER GUIDES. AND TO MAKE SURE THEY STAY IN THE LIFTER BORES THIS GUIDE HOLD DOWN. WE'RE USING MULTILAYER HEAD GASKETS, BUT TO INSURE WE GET A PERFECT SEAL WITH THEM WE'RE GONNA COAT EACH ONE WITH LOCTITE HIGH TACK GASKET SEALER. AFTER 10, 15 MINUTES WHEN IT STARTS TO GET STICKY WE CAN LAY THE GASKET ON THE DECK AND PUT THE HEAD IN PLACE.
(JOHN)>> REMEMBER WE'RE USING A FACTORY STYLE BLOCK, WHICH DOES NOT HAVE LINED BOLT HOLES. OUR ARP BOLTS GO ALL THE WAY THROUGH TO THE WATER JACKET. SO WE HAVE TO COAT THE THREADS WITH HEAD BOLT WATER JACKET SEALANT. WITHOUT THIS WATER COULD PUSH THROUGH THE THREADS AND CAUSE ALL SORTS OF PROBLEMS. THERE ARE TWO VERY IMPORTANT STEPS TO TORQUING DOWN HEAD BOLTS THAT I WANT TO STRESS. FIRST IS THE FACT THAT YOU NEED TO TORQUE THEM FROM THE CENTER OUT. OTHERWISE YOU'LL HAVE UNEVEN CLAMPING AND YOU WILL BLOW A HEAD GASKET. THE SECOND IS TO TORQUE THEM IN THE SEQUENCE. WE STARTED AT 45 FOOT POUNDS, STEPPING UP TO 55, AND THEN THE FINAL TORQUE SPECS VARY
ACCORDING TO THE ENGINE. MLS HEAD GASKETS ARE DESIGNED TO EXPAND AND CONTRACT. THIS WAY EACH ONE GETS COMPLETELY COMPRESSED. WITH THE GUIDE PLATES INSTALLED, A LITTLE ASSEMBLY LUBE ON BOTH ENDS OF THE PUSH RODS WILL KEEP THEM FROM GALLING DURING THAT CRITICAL MOMENT
OF INITIAL FIRE UP. THEN WE CAN DROP ON OUR SUMMIT ONEFIVE RATIO ROCKER ARMS. AND HERE'S A SIMPLE WAY TO KNOW WHEN IT'S TIME TO LASH THE VALVES. WHEN THE EXHAUST VALVE STARTS TO OPEN, YOU CAN SET THE INTAKE LASH.
WHEN THE INTAKE STARTS TO CLOSE YOU CAN SET THE EXHAUST. AND ON A HYDRAULIC CAM SHAFT EACH ONE GETS A HALF A TURN PAST ZERO LASH. NOW THAT OUR LONG BLOCK IS COMPLETE WE CAN POUR IN ROYAL PURPLE BREAK IN OIL. HOOK UP A TEMPORARY OIL PRESSURE GAUGE, THEN USE THE
TIMING TOOL TO SPIN THE OIL PUMP SHAFT TO MAKE SURE THERE'S ADEQUATE OILING. NOW BELIEVE IT OR NOT, ACTUALLY FIRING UP A BRAND NEW MOTOR LIKE THIS WITHOUT A PROPER PRIME CAN ACTUALLY COST YOU UP TO 80 PERCENT OF YOUR BEARING LIFE IN THE FIRST 30 SECONDS. KINDA MAKES IT WORTH THE TIME DON'T IT?
(JOE)>> THE INTAKE'S NEXT, AND TO KEEP ITS GASKET IN PLACE WE'LL USE THIS HANDY HIGH TACK STICK. PLUS WE'LL LAY DOWN A NICE WELDING BEAD OF SILICONE FRONT AND BACK. THEN AFTER LAYING DOWN THE GASKETS, WE CAREFULLY DROP THE INTAKE IN PLACE. NEXT A VISUAL CHECK OF HOW OUR RUNNERS LINE UP.
(JOHN)>> MAN IT DON'T KNOW BETTER THAN THAT RIGHT THERE.
(JOE)>> NOW SINCE OUR FOUR QUARTER BOLT HOLES ARE BLIND, THESE ONLY REQUIRE SOME BOLT LUBE. THE EIGHT CENTER BOLT HOLES GO INTO THE LIFTER VALLEY
WHERE OIL SPLASHES AROUND. SO WE'LL COAT THESE THREADS WITH SEALANT. HERE'S A LITTLE TIP TO INSURE A QUICK, EASY FIRST TIME FIRE UP. INSTEAD OF BRINGING THE MARK UP TO ZERO ON THE TIMING POINTER ON THE COMPRESSION STROKE, BRING IT UP TO 25 DEGREES BEFORE TOP DEAD CENTER.
(JOHN)>> SINCE WE'RE RUNNING A CAST CAM SHAFT, WE CAN USE THE STEEL GEAR THAT COMES IN OUR NEW HEI DISTRIBUTOR. DON'T FORGET TO LUBE THOUGH. AND AS WE INSTALL IT WE WANT TO MAKE SURE THAT THE ROTOR BUTTON IS POINTING TO THE NUMBER ONE CYLINDER. THIS WILL GIVE US 25 DEGREES OF INITIAL TIMING, WHICH SHOULD LIGHT RIGHT OFF,. BEFORE WE CAN MAKE UP OUR SET OF CUSTOM PLUG WIRES,
WE NEED TO INSTALL OUR VALVE COVERS AND MOCK UP OUR HEADERS. WE'RE USING THESE BILLET ALUMINUM WIRE LOOMS AND WANT TO MAKE SURE EVERYTHING'S NEAT AND AWAY FROM THE EXHAUST.
OUR ETHREE DIAMOND FIRES WILL GET A LITTLE ANTISEIZE
TO AVOID DAMAGING THREADS ON THE NEXT PLUG CHANGE. ATTACH OUR BOOT ENDS, ROUTE OUR WIRES TO THE LOOMS, AND LOCK THEM IN PLACE.
NOW WE CAN CUT THEM TO LENGTH, CRIMP THE ENDS ON, AND WITH BOOTS INSTALLED ADD SOME DYE ELECTRIC GREASE SO THE BOOTS DON'T FUSE TO THE TERMINALS. AND NOW WE HAVE AN ALMOST DYNO READY 383 STROKER.
(JOE)>> WE'RE GETTING OUR STREET/STRIP STROKER READY FOR THE DYNO. IT'S A FULLY BLUE PRINTED 10.5 TO ONE COMPRESSION, 383
CUBIC INCH SMALL BLOCK WITH A HYDRAULIC ROLLER VALVE TRAIN, 200cc ALUMINUM HEADS, AND PORTED
DUAL PLANE INTAKE. WE'RE SHOOTING FOR AT LEAST 450 HORSEPOWER ON PREMIUM PUMP GAS.
(MIKE)>> THAT FUEL'S GONNA FEED THIS SUMMIT 750 CFM CARB. NOW IT HAS MECHANICAL SECONDARIES AND A MECHANICAL CHOKE. IT'S GOT 77 JETS IN THE PRIMARIES, 79'S IN THE SECONDARIES, AND THAT'S GOING TO BE OUR STARTING POINT. PLUS IT'S BEEN TUMBLE POLISHED TO GIVE IT THAT SHINY FINISH. WE'RE RUNNING OUR EXHAUST THROUGH A PAIR OF MAGNAFLOW
STAINLESS MUFFLERS, JUST LIKE YOU'D USE ON THE STREET. NOW THE STROKER FIRES RIGHT UP, AND AT 750 RPM IT'S GOT A NICE, SMOOTH IDLE. AFTER GOING THROUGH THE USUAL BREAK IN CYCLES WE TYPICALLY MAKE ABOUT EIGHT RUNS TO MAKE SURE THE RINGS ARE SEALED. THE VALVE LASH IS GOOD AND AIR TO FUEL IS WHERE WE WANT IT. S
(JOHN)>> SO FAR ALL THE RUNS ARE PRETTY CONSISTENT, LIKE THIS ONE, AT 6,000 RPM, 453 HORSEPOWER, 463 FOOT POUNDS OF TORQUE. THE ENGINE SEEMS TO BE A TAD LEAN AT THE TOP END THOUGH. SO WE'LL GIVE IT A LITTLE BIT MORE FUEL BY GOING UP A JET SIZE IN THE REAR. [ engine revving ]
(MIKE)>> 459, 472!
(JOHN)>> OUR TIMING'S SET AT 34 DEGREES, AND THE ENGINE SEEMS TO LIKE IT THERE.
ONE MORE PULL TO 6,000.
461, 472!
(MIKE)>> TORQUE STAYED RIGHT WHERE IT SHOULD HAVE BEEN AT 4,300. OIL PRESSURE'S GOOD, AIR/FUELS ARE NICE, WATER TEMP WAS CONSISTENT, STEADY.
(JOHN)>> 6,000.
(MIKE)>> VERY NICE.
(JOHN)>> IT'S 4,300 ALL DAY ON TORQUE.
(MIKE)>> YEAH, GOOD LITTLE STREET MOTOR.
(JOHN)>> SWEET, SOMEBODY WILL BE HAPPY.
(JOE)>> THAT'S IT FOR THE DYNO BUT NOT THE ENGINE. TO GET THIS THING READY TO DROP INTO A HOT ROD OR JUST ABOUT ANY BOWTIE VEHICLE, WE'RE GONNA INSTALL A SERPENTINE SYSTEM. A BILLET SETUP WITH ALUMINUM WATER PUMP, ALTERNATOR, A/C COMPRESSOR, POWER STEERING PUMP, AND ALL
THE TENSIONERS, PULLEYS, AND BRACKETS.
AND A NEW AIR CLEANER TOPS IT OFF AND THIS THING IS ROAD READY. A LOT OF YOU HAVE ASKED US WHAT HAPPENS TO PROJECT ENGINES LIKE THIS ONCE THEY'RE FINISHED? AND IN THE CASE OF THIS ONE, WELL THE ANSWER IS WE DON'T KNOW. IT COULD BE GOING INTO YOUR VEHICLE IF YOU'RE VEHICLE IF YOU'RE THE WINNER OF THE POWERBLOCK TV ULTIMATE FAN CONTEST. THE WINNER GETS THE 383 STROKER, SHOP TOOLS TO INSTALL IT, AND A PRIZE PACKAGE MORE WORTH $10,000 DOLLARS. ALL YOU HAVE TO DO IS TELL US WHY YOU'RE THE ULTIMATE POWERBLOCK TV FAN. YOU CAN FIND DETAILS ON OUR WEBSITE OR ON OUR FACEBOOK PAGE.
YOU CAN FIND US HERE NEXT TIME.



